



Ōü╝░Ōü║ŽĮĶT╝■Ż©GB/T6614Ī¬94Ż®
░l(f©Ī)▓╝╚šŲ┌Ż║2020-5-11 9:57:16
▒Šś╦(bi©Īo)£╩(zh©│n)▀mė├ė┌╩»─½╝ė╣żą═Īó╩»─½ōvīŹ(sh©¬)ą═ĪóĮī┘ą═║═╚█─ŻŠ½ĶTą═╔·«a(ch©Żn)Ą─Ōü╝░Ōü║ŽĮĶT╝■ĪŻ
1Īó┼Ų╠¢(h©żo)ĪóĀŅæB(t©żi)
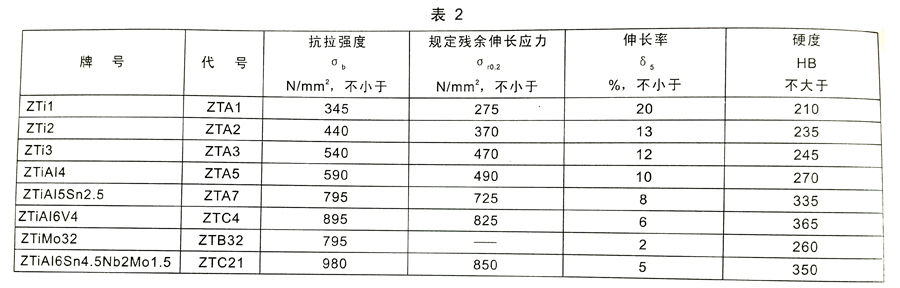
«a(ch©Żn)ŲĘĄ─┼Ų╠¢(h©żo)║═ĀŅæB(t©żi)æ¬(y©®ng)Ę¹║Ž▒Ē1Ą─ęÄ(gu©®)Č©ĪŻ

2Īó╝╝ąg(sh©┤)ę¬Ū¾
2.1 ▓─┴Ž
2.1.1 ĶT╝■╦∙ė├Ą──Ė║ŽĮÕVæ¬(y©®ng)▓╔ė├šµ┐šūį║─ļŖśOļŖ╗Ī╚█¤ÆĘ©▀M(j©¼n)ąą╚█¤ÆĪŻ
2.1.2 «ö(d©Īng)▓╔ė├║ŻŠdŌü?zh©żn)„×ķįŁ┴ŽĢr(sh©¬)Ż¼║ŽĮÕVų┴╔┘æ¬(y©®ng)▀M(j©¼n)ąąā╔┤╬šµ┐šūį║─╚█¤ÆĪŻ
2.1.3 ┐╔ęį▀m«ö(d©Īng)?sh©┤)ž▓╔ė├═¼ę╗║ŽĮ│╔ĘųĮ?j©®ng)▀^(gu©░)╠Ä└ĒĄ─ĘĄ╗ž┴Žū„×ķįŁ┴ŽĪŻ
2.2 ╗»īW(xu©”)│╔Ęų
ĶT╝■Ą─╗»īW(xu©”)│╔Ęųæ¬(y©®ng)Ę¹║ŽGB/T15073Ą─ęÄ(gu©®)Č©ĪŻ
2.3 ┴”īW(xu©”)ąį─▄
2.3.1 ĶT╝■ĶTæB(t©żi)Ģr(sh©¬)Ą─╩ę£ž┴”īW(xu©”)ąį─▄æ¬(y©®ng)Ę¹║Ž▒Ē2Ą─ęÄ(gu©®)Č©Ż¼Ųõ╦¹ĀŅæB(t©żi)Ą─┴”īW(xu©”)ąį─▄ųĖś╦(bi©Īo)ė╔╣®ąĶļpĘĮģf(xi©”)╔╠┤_Č©ĪŻ
2.3.2 ąĶĘĮī”(du©¼)╗»īW(xu©”)│╔ĘųųąĄ─ļs┘|(zh©¼)į¬╦ž║¼┴┐ėą╠ž╩Ōę¬Ū¾Ą─«a(ch©Żn)ŲĘŻ¼Ųõ┴”īW(xu©”)ąį─▄ųĖś╦(bi©Īo)æ¬(y©®ng)ė╔╣®ąĶļpĘĮģf(xi©”)╔╠Ż¼▓óį┌║Ž═¼ųąūó├„ĪŻ
2.4 Äū║╬│▀┤ń
2.4.1 ĶT╝■Äū║╬ą╬ĀŅ║═│▀┤ńæ¬(y©®ng)Ę¹║ŽĶT╝■łDśė╗“ėåžøģf(xi©”)ūhĄ─ęÄ(gu©®)Č©ĪŻ
2.4.2 │▀┤ń╣½▓Ņ
ĶT╝■│▀┤ń╣½▓Ņæ¬(y©®ng)Ę¹║ŽGB/T6414Ą─ęÄ(gu©®)Č©Ż¼ę╗░Ńæ¬(y©®ng)▓╗Ą═ė┌CT11╝ē(j©¬)ĪŻ╚ńėą╠ž╩Ōę¬Ū¾Ż¼ ė╔ļpĘĮģf(xi©”)╔╠┤_Č©Ż¼▓óį┌║Ž═¼ųąūó├„ĪŻ
2.5 ▒Ē├µ┘|(zh©¼)┴┐
2.5.1 ĶT╝■æ¬(y©®ng)ą▐š¹├½┤╠Ż¼▒Ē├µ╣ŌØŹŻ¼▓╗Ą├ėąš│╔░¼F(xi©żn)Ž¾ĪŻ
2.5.2 į╩įSė├┤“─ź╗“Ųõ╦¹ĘĮĘ©ŪÕ│²ĶT╝■├½┤╠║═▒Ē├µ▌p╬ó┴„║█Īó└õĖ¶Ą╚╚▒Ž▌ĪŻ┤“─ź║¾▓╗į╩įS░l(f©Ī)╔·č§╗»░l(f©Ī)╦{(l©ón)Ż¼▓óæ¬(y©®ng)┼c╗∙¾w│╩łA╗¼▀^(gu©░)Č╔ĪŻĶT╝■┤“─ź║¾æ¬(y©®ng)▒ŻūCĘ¹║ŽĶT╝■łDśė│▀┤ńĄ─ę¬Ū¾ĪŻ▓╗į╩įS┤“─źĄ─▓┐╬╗æ¬(y©®ng)į┌łDśė║═║Ž═¼ųąūó├„ĪŻ
2.5.3 ĶT╝■▓╗æ¬(y©®ng)ėą┴č╝y║═┤®═Ėąį┐ūČ┤Ż¼ī”(du©¼)ĶT╝■├▄ĘŌ├µĄ─ę¬Ū¾æ¬(y©®ng)į┌łDśė║═║Ž═¼ųąūó├„ĪŻ
2.5.4 ąĶĘĮī”(du©¼)ĶT╝■▒Ē├µ┘|(zh©¼)┴┐ėą╠ž╩Ōę¬Ū¾Ģr(sh©¬)Ż¼ė╔╣®ąĶļpĘĮģf(xi©”)╔╠┤_Č©ĪŻ
2.5.5 ąĶĘĮę¬Ū¾▓óį┌║Ž═¼ųąūó├„Ģr(sh©¬)Ż¼ĶT╝■▒Ē├µ┐╔ģóššGB9443▀M(j©¼n)ąą¤o(w©▓)ōpÖz“×(y©żn)╗“ė╔ļpĘĮģf(xi©”)╔╠┤_Č©ĪŻ

2.6 ā╚(n©©i)▓┐┘|(zh©¼)┴┐
2.6.1 ąĶĘĮę¬Ū¾▓óį┌║Ž═¼ųąūó├„Ģr(sh©¬)Ż¼ĶT╝■┐╔▀M(j©¼n)ąąX╔õŠĆ(xi©żn)Öz▓ķŻ¼Öz“×(y©żn)ĘĮĘ©║═┘|(zh©¼)┴┐┼ąČ©ś╦(bi©Īo)£╩(zh©│n)ģóššGB5677Ą─ę¬Ū¾Ż¼╗“ė╔ļpĘĮģf(xi©”)╔╠┤_Č©ĪŻ
2.7 ║ĖĮėą▐ča(b©│)
2.7.1 ĶT╝■╔Ž┬Ń┬ČĄ─ÜŌ┐ūĪó┐s┐ūĪó╩Ķ╦╔Īó┴č╝yĪóŖAļs║═┤“─ź║¾Ą─│▀┤ń╚▒Ž▌Ż¼į╩įS▀M(j©¼n)ąą║Ėča(b©│)Īó║Ėča(b©│)Ū░ī”(du©¼)╚▒Ž▌▓┐╬╗æ¬(y©®ng)ÅžĄūŪÕ│²Ė╔ā¶ų▒ų┴┬Č│÷╣Ō┴┴Įī┘▒Ē├µĪŻ▓╗į╩įS║Ėča(b©│)Ą─▓┐╬╗Ż¼æ¬(y©®ng)į┌║Ž═¼ųąūó├„ĪŻ
2.7.2 ╝ė╣ż▀^(gu©░)│╠ųą▒®┬ČĄ─╚▒Ž▌Ż¼╗“X╔õŠĆ(xi©żn)Öz▓ķ░l(f©Ī)¼F(xi©żn)Ą─╚▒Ž▌Ż¼Ė∙ō■(j©┤)ąĶę¬┐╔▀M(j©¼n)ąą║Ėča(b©│)ĪŻ
2.7.3 ║Ėča(b©│)æ¬(y©®ng)į┌šµ┐š╗“ÜÕÜŌ▒Żūo(h©┤)Ž┬▀M(j©¼n)ąąŻ¼║Ė┐p▓╗Ą├ėąć└(y©ón)ųžč§╗»¼F(xi©żn)Ž¾ĪŻ
2.7.4 ╠Ņ│õ║ĖĮzę╗░Ń┐╔▓╔ė├┼cĶT╝■ŽÓæ¬(y©®ng)┼Ų╠¢(h©żo)Ą─▓─┴Ž╗“═¼ę╗ŅÉ(l©©i)ą═Ą═ę╗ÅŖ(qi©óng)Č╚╝ē(j©¬)äeĄ─▓─┴ŽŻ¼ Ųõ┘|(zh©¼)┴┐æ¬(y©®ng)Ę¹║ŽGB3623Ą─ęÄ(gu©®)Č©ĪŻ║ĖŪ░Ż¼║ĖĮz▒Ē├µæ¬(y©®ng)ŪÕØŹĖ╔ā¶Ż¼╚ńėąė═╬█æ¬(y©®ng)▀M(j©¼n)ąąŪÕŽ┤ĪŻ
2.8 ¤ß╠Ä└Ē
2.8.1 ĶT╝■║Ėča(b©│)║¾Ė∙ō■(j©┤)ąĶę¬┐╔▀M(j©¼n)ąąŽ¹│²æ¬(y©®ng)┴”═╦╗╠Ä└ĒĪŻ
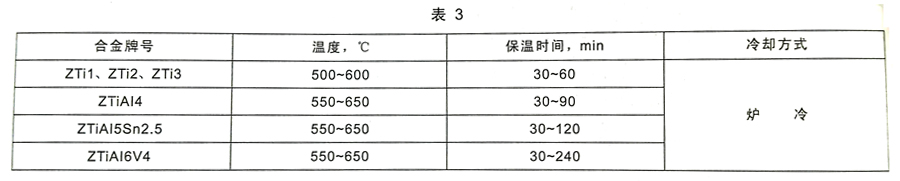
2.8.2 ī”(du©¼)ą╬ĀŅÅ═(f©┤)ļsŻ¼╗“╩╣ė├Śl╝■┐┴┐╠Ą─ųžę¬ĶT╝■Ż¼ąĶĘĮę¬Ū¾▓óį┌║Ž═¼ųąūó├„Ģr(sh©¬)Ż¼æ¬(y©®ng)į┌šµ┐šųą▀M(j©¼n)ąąŽ¹│²æ¬(y©®ng)┴”═╦╗╠Ä└ĒĪŻ│Żė├ĶTįņŌü╝░Ōü║ŽĮŽ¹│²æ¬(y©®ng)┴”═╦╗╠Ä└ĒųŲČ╚┐╔ģóšš▒Ē3ĪŻŲõ╦¹║ŽĮĄ─¤ß╠Ä└ĒųŲČ╚ė╔ļpĘĮģf(xi©”)╔╠┤_Č©ĪŻ
2.8.3 ī”(du©¼)ā╚(n©©i)▓┐┘|(zh©¼)┴┐ėą╠ž╩Ōę¬Ū¾Ą─ĶT╝■┐╔▀M(j©¼n)ąą¤ßĄ╚ņoē║╠Ä└ĒŻ¼¤ßĄ╚ņoē║ųŲČ╚ė╔ļpĘĮģf(xi©”)╔╠┤_Č©ĪŻ
3Īóįć“×(y©żn)ĘĮĘ©
3.1 ĶT╝■╗»īW(xu©”)│╔ĘųĄ─ų┘▓├Ęų╬÷ĘĮĘ©░┤GB4698▀M(j©¼n)ąąĪŻ
3.2 ĶT╝■╩ę£ž└Ł╔ņįć“×(y©żn)░┤GB228▀M(j©¼n)ąąĪŻ┴”īW(xu©”)ąį─▄įćśė═Ų╦]▓╔ė├GB6397Ą─R7╠¢(h©żo)įćśėĪŻ
3.3 ĶT╝■ė▓Č╚įć“×(y©żn)░┤GB231▀M(j©¼n)ąąĪŻ
3.4 ĶT╝■▒Ē├µ┘|(zh©¼)┴┐Öz▓ķė├─┐ęĢĘĮĘ©╗“░┤GB9443▀M(j©¼n)ąąĪŻ
3.5 ĶT╝■ā╚(n©©i)▓┐┘|(zh©¼)┴┐Öz▓ķ░┤GB5677▀M(j©¼n)ąąĪŻ
tagś╦(bi©Īo)║×:Ōü╝ė╣ż╝■