



發(fā)布日期:2020-9-8 22:33:54
鈦板主要分為純鈦板和鈦合金板兩種,純鈦板主要應(yīng)用于加工表帶、表扣、板式換熱器換熱管、沖鈦網(wǎng)、電除塵裝置的陰極線/電暈線(石油儲罐)、電鍍槽、鈦鋼復(fù)合板、大型鈦設(shè)備(換熱器、反應(yīng)釜)、鈦板靶、管板/盲板、法蘭等。鈦合金板,主要為TC4鈦板,主要應(yīng)用于加工各種刀具,電廠除塵用聲波吹灰器膜片。有關(guān)鈦合金板材的成形技術(shù),科輝鈦業(yè)給大家分享如下:
1、無模多點成形技術(shù)
無模多點成形技術(shù)是近年發(fā)展的一種先進(jìn)的模壓成形技術(shù)。它是借助無模多點成形機(jī)進(jìn)行模壓成形的新技術(shù)。
無模多點成形機(jī)的核心技術(shù)在于,它將模具表面劃分成大量密集的空間上的點,每個點都是無模多點成形機(jī)上相應(yīng)絲杠的端點,每根絲杠的露出長度可單獨調(diào)節(jié),通過計算機(jī)的控制可以任意調(diào)節(jié)各根絲杠長度,從而構(gòu)成所需的任何模具曲面。此技術(shù)是借助高度可調(diào)整的基本體群構(gòu)成離散的上下模具表面來替代傳統(tǒng)的上下固定模具進(jìn)行三維曲面的成形技術(shù)。由于基本體群是以多觸點的方式與板材相接觸,故稱無模多點成形。
顯然,無模多點成形技術(shù)具有很大的優(yōu)越性,它摒棄了以往模壓成形用的大量固定式成形模具,省卻了價高的模具制造費用,零部件的制造精度高,制造周期大大縮短。雖然一次性投資購買無模多點成形機(jī)的費用較高,但與全壽期的生產(chǎn)效益相比卻是合算的。
2、拉形技術(shù)
拉形技術(shù)主要用于成形雙曲蒙皮類零件。拉形工藝主要分為兩種:包覆拉形和拉包成形。包覆拉形主要用于成形簡單曲率蒙皮零件,其工藝過程如下:將毛料包覆在模具上,然后進(jìn)行補(bǔ)拉。拉包成形是將毛料首先預(yù)拉,然后恒力包覆等零件完全包覆模具后,施加補(bǔ)拉。
國外數(shù)控蒙皮拉形機(jī)基本可以分為4類:橫拉機(jī)、縱拉機(jī)、縱橫合一綜合拉形機(jī)以及轉(zhuǎn)臂式拉形機(jī)。典型的如法國ACB公司生產(chǎn)的FET型橫拉機(jī), 其最大成形力可達(dá)到2.5×106kgf, 它有4個獨立水平油缸和4個獨立垂直油缸, 控制一對夾鉗進(jìn)行板材拉伸。法國ACB公司FEL縱拉機(jī)的最大成形力達(dá)到2×106kgf, 其夾鉗包括多個夾鉗塊, 每個夾鉗塊可以相對轉(zhuǎn)動, 以使夾鉗順應(yīng)零件端面外形, 設(shè)備如圖1所示。美國Cyril Bath公司VTL型縱橫合一綜合拉形機(jī)既可進(jìn)行橫向拉伸成形,又可進(jìn)行縱向拉伸成形,還可以通過更換夾鉗實現(xiàn)型材的拉彎成形。L&F公司生產(chǎn)的轉(zhuǎn)臂式拉形機(jī)如圖2所示。

圖1 法國ACB公司FEL縱拉機(jī)
圖2 L&F公司生產(chǎn)的轉(zhuǎn)臂式拉形機(jī)
3、橡皮成形技術(shù)
橡皮成形技術(shù)包括橡皮墊成形技術(shù)和橡皮囊成形技術(shù)兩種。橡皮墊成形過程中,半模(凸模或凹模)與毛料放置于工作臺上,工作臺進(jìn)人液壓機(jī)。橡皮墊(多層橡皮)及其容框固定于液壓機(jī)上端,工作臺對橡皮墊施加壓力。在高壓下橡皮墊表現(xiàn)出流體特性,對零件全表面施加均勻的壓力。
法國ACB公司、美國Cyril Bath公司生產(chǎn)的橡皮墊成形機(jī)床如圖3所示, 最大噸位達(dá)到12500t, 最大成形壓力達(dá)到100MPa。
橡皮囊成形液壓機(jī)的容框和工作臺組成一密封的空間。成形模、毛料和作通用半模的橡皮都放在此空間中。裝在容框內(nèi)作通用半模用的橡皮不是實心橡皮,而是由一塊厚橡皮(外胎)和一個裝滿油的橡皮囊(也常稱內(nèi)胎)兩部分組成的。向囊內(nèi)通人高壓油,高壓油將使橡皮囊膨脹,從而迫使橡皮外胎充滿工作臺內(nèi)的所有空間,把毛料包貼在成形模上。卸壓后,需把工作臺拉出機(jī)床框架,才能更換毛料和模具。
橡皮囊成形又可分為凸模成形、凹模成形和切邊等工藝。凸模和凹模成形就是讓橡皮囊相當(dāng)于凹模或凸模,讓工作臺上的模具充當(dāng)凸模或凹模。切邊工藝要求模具的邊角更尖銳, 同時拉伸的深度要足夠, 這樣就可以進(jìn)行切邊。瑞典AV URE公司生產(chǎn)的橡皮囊液壓機(jī)床如圖4所示,其工作臺面最大達(dá)1.8m×4m,成形壓力最大達(dá)到140MPa。
圖3 橡皮墊成形機(jī)床
圖4 橡皮囊液壓機(jī)床
4、噴丸成形技術(shù)
噴丸成形技術(shù)是利用高速彈丸流撞擊金屬板材的表面,使受撞擊的表面及其下層金屬材料產(chǎn)生塑性變形而延伸,從而逐步使板材發(fā)生向受噴面凸起或凹下的彎曲變形而達(dá)到所需外形的一種成形方法。如果零件曲率過大,自由噴丸無法成形其外形,就需要預(yù)應(yīng)力噴丸。噴丸成形過程如圖5所示。
德國KSA公司與瑞士Baik erA G合作為Airbus提供了世界上最大的噴丸成形機(jī)床, 其噴丸室尺寸為13.5m×4.5mX6m,可成形11m×3.1m×1.5m尺寸的零件。搭載噴丸頭的機(jī)器人在6個自由度上的定位精度是0.1mm。
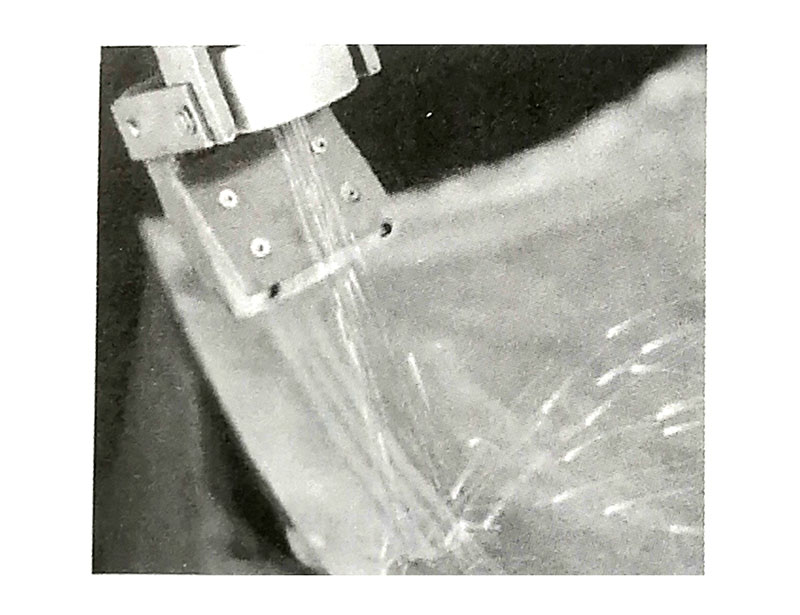
圖5 噴丸成形過程
5、熱沖壓成形技術(shù)與裝備
熱沖壓成形工藝分為非等溫?zé)釠_壓工藝和等溫?zé)釠_壓工藝。非等溫?zé)釠_壓工藝指只加熱模具或只加熱板料的成形工藝。而等溫?zé)釠_壓指模具和板料都加熱到同一溫度,然后進(jìn)行成形的工藝。法國ACB和美國Cyril Bath、Accu dyne等公司都制造這種專用熱成形裝備, 見圖6。
6、超塑成形/擴(kuò)散連接技術(shù)與裝備
超塑成形/擴(kuò)散連接技術(shù)(SPF/DB) 是利用某些材料在某一特定溫度區(qū)間內(nèi)同時具備超塑性和擴(kuò)散連接性的特點,在一次熱循環(huán)中完成超塑成形和擴(kuò)散連接,從而制造出帶有空心夾層整體結(jié)構(gòu)的一種成形方法。該技術(shù)制造的整體結(jié)構(gòu)具有成形性好、設(shè)計自由度大、成形精確、無殘余應(yīng)力、零件數(shù)量少等優(yōu)點,在減輕飛行器結(jié)構(gòu)重量、降低生產(chǎn)成本等方面也顯示出極大的優(yōu)越性。法國ACB和美國Cyril Bath、Accu dyne等公司都制造這種專用超塑成形裝備。SPF/DB專用設(shè)備如圖7所示。
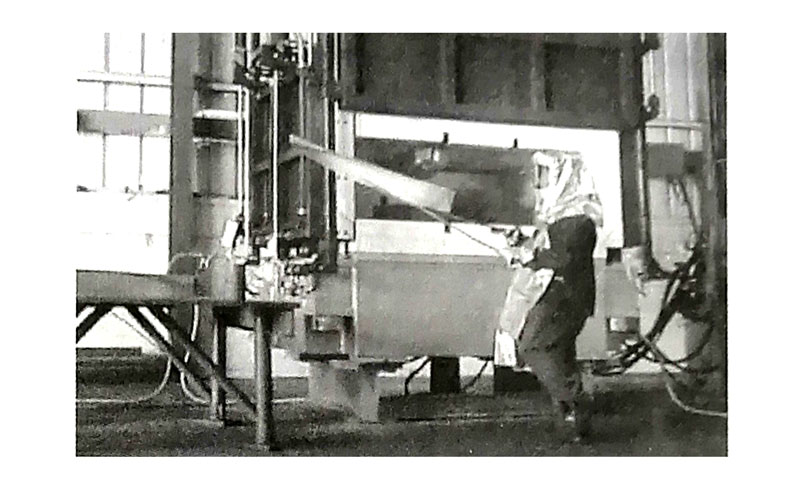
圖6 熱沖壓成形裝備
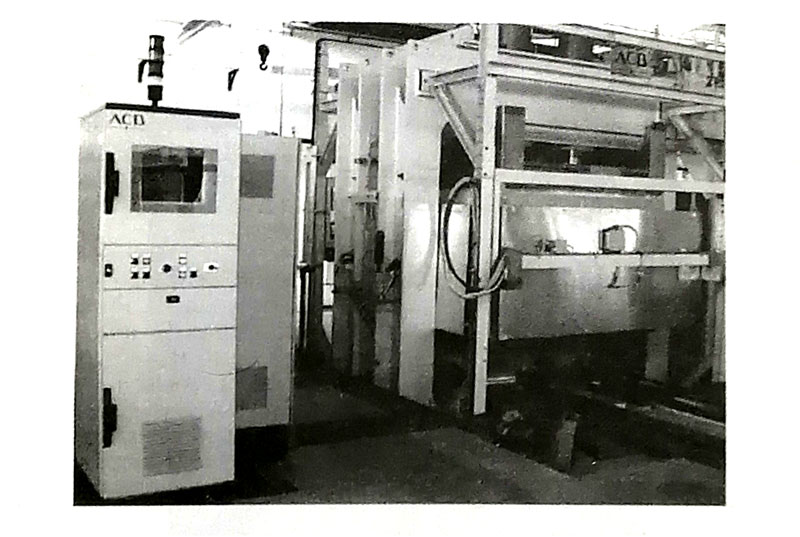
圖7 SPF/DB專用設(shè)備