



發(fā)布日期:2016-11-16 10:57:26
在航空航天業(yè)中,許多鈦合金零件具有開口槽結(jié)構(gòu),由整體毛坯切削去除較多余量而成,因比強(qiáng)度較高,這類零件在航空航天領(lǐng)域得到了廣泛應(yīng)用。傳統(tǒng)開槽一般采用層銑加工方法,當(dāng)加工較深的槽腔時(shí),需要較長的銑刀懸伸。由于層銑加工時(shí)徑向切削力較大,長懸伸銑刀切削極易產(chǎn)生振動(dòng),加劇刀具磨損,降低加工質(zhì)量。因此,為降低切削振動(dòng),不得不大幅減小銑削深度和進(jìn)給速度,導(dǎo)致加工效率很低。
插銑通過銑刀的軸向進(jìn)給進(jìn)行大切除量加工,可以快速去除切削余量。田靜云等通過對(duì)插銑的實(shí)驗(yàn)研究建立了插銑切削的力學(xué)模型;李湉等通過對(duì)整體葉輪粗加工的研究表明,與傳統(tǒng)層銑相比,插銑過程中的徑向銑削力減小50%以上,加工效率增加近一倍。
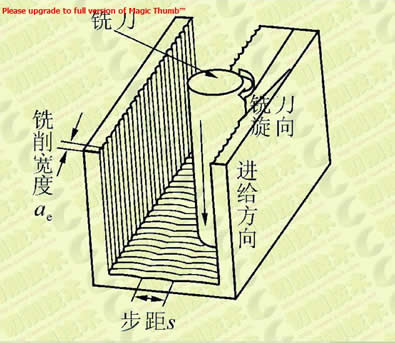
圖1 插銑示意圖
本文通過試驗(yàn)研究了插銑加工鈦合金深槽的表面形貌、切屑形態(tài)、刀具磨損及加工效率等,為插銑工藝在深槽加工中的應(yīng)用提供參考。
1 插銑開槽工藝及刀具
如圖1所示,插銑加工時(shí),銑刀沿軸向從工件上表面向下進(jìn)給切削,到達(dá)底部后完成切削,向上抬起退刀至工件上表面的初始進(jìn)刀位置,完成一次插銑加工過程。然后,銑刀沿槽腔縱向移動(dòng)到下一位置,再重復(fù)前述的插銑加工過程,完成下一次插銑加工,此時(shí)的縱向移動(dòng)距離為插銑的銑削寬度ae。依此方法,銑刀沿槽腔縱向從頭至尾完成插銑加工后,再沿槽腔橫向移動(dòng)一個(gè)步距S,重復(fù)沿槽腔縱向的插銑加工。反復(fù)進(jìn)行上述加工過程,直至完成整個(gè)槽腔的插銑加工。
插銑加工需選用小主偏角銑刀,與普通層銑刀具相比,這種刀具在插銑加工時(shí)可把大部分切削力引向銑刀軸向,產(chǎn)生的徑向力較小(見圖2)。即使選用較大懸伸銑刀進(jìn)行加工,仍可保持切削過程的穩(wěn)定,為深槽的高效加工提供了可能。
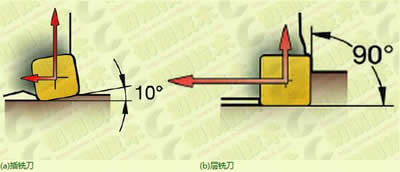
圖2 插銑刀與層銑刀產(chǎn)生的切削力
2 試驗(yàn)條件
工件材料:TC4(Ti-6Al-4V)鈦合金屬于α+β鈦合金,力學(xué)性能見表1。如圖3所示,開口槽尺寸49mm×190mm×95mm,是窄而深的槽腔。

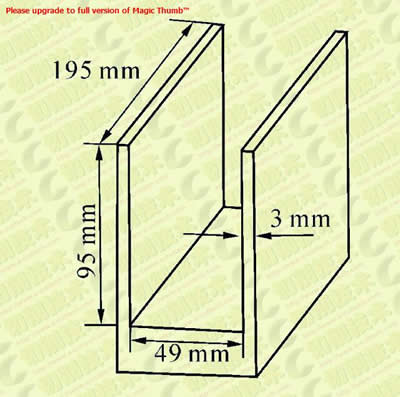
圖3 加工零件主要尺寸

圖4 CoroMill 210銑刀刀體(上)、刀片及接桿(下)
插銑刀具選用山特維克可樂滿CoroMill 210銑刀,刀體型號(hào)R210-042C4-09H,直徑42mm。由于槽腔較深,在開槽切削時(shí)需配裝加長接桿,接桿型號(hào)C5-391.02-40 065A。刀片型號(hào)R210-09 04 14E-PM,牌號(hào)S30T,刀片端刃長9.5mm。銑刀刀體及接桿實(shí)物如圖4所示。CoroMill 210銑刀工作時(shí)主偏角κr=10°,切削力主要被引向軸向,徑向力較小,可大幅減小長懸伸銑刀的切削振動(dòng)。
加工設(shè)備:南通機(jī)床廠生產(chǎn)的3180龍門銑床。
測(cè)量裝置:選用VHX-1000C型超景深三維顯微系統(tǒng)觀測(cè)刀具前刀面和后刀面的磨損形貌。
3 試驗(yàn)方案
試驗(yàn)采用往復(fù)走刀路線,開槽起步沿著槽縱向走刀,回程再切削槽寬方向上的余量。起步第一列開槽寬度為滿切寬(即銑刀直徑)42mm,由槽寬49mm可知,回程切寬為余量7mm。由圖1可知,試驗(yàn)中銑刀沿槽腔縱向往返移動(dòng)各一次,且往返兩列走刀路線之間的距離(即步距S)為完成第一列插銑開槽后槽腔側(cè)壁的余量厚度7mm。由于刀具中心無切削刃,為避免撞刀,插銑時(shí)銑削寬度不能超過刀片的端刃長度,試驗(yàn)中銑削寬度選為6mm。綜合考慮機(jī)床的功率和鈦合金的切削性能,選擇切削速度為40m/min,每齒進(jìn)給量為0.15mm/min。切削參數(shù)如表2所示。

加工編程時(shí)需要注意,每次插銑結(jié)束時(shí),在抬刀前應(yīng)使刀具離開側(cè)壁約1mm距離,防止退刀時(shí)的二次切削,加劇刀具磨損。插銑TC4深槽試驗(yàn)中,采用壓力較高的大流量冷卻液對(duì)切削區(qū)冷卻,可使切削過程中產(chǎn)生的大量切屑順利排出。
4 試驗(yàn)結(jié)果與分析
插銑切削過程中產(chǎn)生少量由切削液汽化形成的煙霧(見圖5),表明切削區(qū)溫度較高。切削區(qū)在大流量切削液沖刷下排屑順暢,整個(gè)過程平穩(wěn)。
(1)已加工表面形貌
插銑加工后TC4鈦合金槽腔如圖6所示。槽腔表面粗糙,側(cè)壁刀痕明顯,每隔6mm形成一個(gè)殘留棱,棱高最大值為0.5mm。槽腔底部表面也有明顯的刀痕。與層銑相比,插銑已加工表面粗糙,需進(jìn)行后續(xù)精加工。

圖5 插銑加工TC4深槽
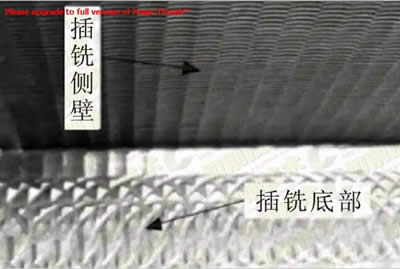
圖6 插銑加工零件表面形貌
(2)切屑形態(tài)
插銑加工中銑刀的端面刃為主切削刃,切削過程中銑刀沿其軸向的進(jìn)給速度vf決定插銑加工的每齒進(jìn)給量。與普通層銑類似,插銑切屑的大小由銑削寬度、每齒進(jìn)給量等切削參數(shù)及銑刀直徑、主偏角等銑刀幾何參數(shù)共同決定(見圖7a)。切屑寬度由銑削寬度和銑刀主偏角決定,切屑厚度由每齒進(jìn)給量決定,切屑長度由銑削寬度和銑刀直徑?jīng)Q定。插銑的切屑向外螺旋卷曲,切屑頭部較窄,中部變寬,切屑尾部又逐漸變得很窄,單個(gè)切屑一般可形成兩個(gè)螺旋(見圖7b)。切屑尾部由寬逐漸變窄,表明銑刀在切出過程中承受載荷逐漸降低,刀片切出工件瞬間承受的拉應(yīng)力也大幅降低。根據(jù)切屑形態(tài)可知,此時(shí)插銑切削狀態(tài)有利于降低刀具的磨損,提高刀具使用壽命。
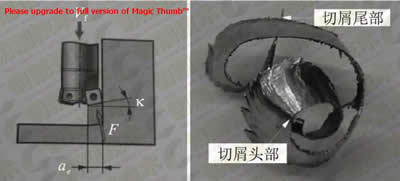
圖7 切屑形成機(jī)理及切屑
(3)刀具磨損情況
圖8為插銑加工后銑刀的磨損形貌。插銑加工中銑刀的主切削刃為端面刃,因此刀具磨損主要集中在銑刀的端面刃附近。圖8a顯示,磨損刀具的前刀面沒有出現(xiàn)明顯的月牙洼形態(tài),前刀面的磨損區(qū)域非常靠近主切削刃,且微崩刃、溝槽磨損為其主要磨損形態(tài);圖8b顯示,后刀面磨損帶沿主切削刃分布,范圍較大,但寬度較窄,后刀面磨損寬度VB約為0.145mm。磨損形式以微崩刃磨損為主。圖8中顯示刃口多處出現(xiàn)微崩刃,這是由于插銑過程中需要多次的進(jìn)刀和退刀,進(jìn)刀過程中會(huì)有較大的沖擊力,加劇了刃口微崩刃的發(fā)生。
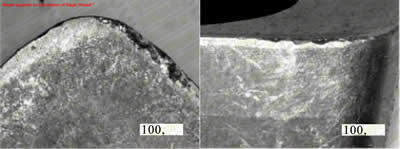
(a)前刀面磨損形貌;(b)后刀面磨損形貌
圖8 刀具磨損形貌100×(v=40m/min、ae=6mm、fz=0.15mm/z、s=7mm、L=6.46m;
(4)切削時(shí)間對(duì)比
試驗(yàn)測(cè)得插銑一次完整的進(jìn)刀需用時(shí)35s,整個(gè)開槽過程需68次進(jìn)刀,用時(shí)合計(jì)39.7min。
傳統(tǒng)層銑選用可樂滿CoroMill390(刀具直徑42mm,主偏角90°)銑刀,切削速度50m/min,每齒進(jìn)給量0.15mm/z。為避免刀具受徑向力過大產(chǎn)生切削振動(dòng),切削深度不宜過大,推薦值為2mm;槽寬為49mm,顯然層銑加工開槽首刀為滿切寬銑削,即42mm;第2刀銑削寬度為剩余的7mm。層銑開槽的切削參數(shù)如表3所示。

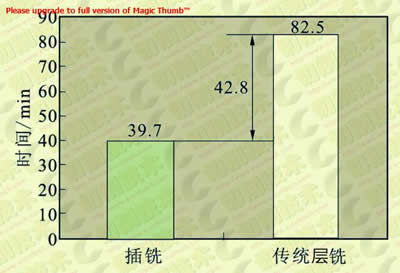
圖9 插銑與層銑切削時(shí)間對(duì)比
在此參數(shù)下層銑,共需切削48層,包括刀具空行程時(shí)間共為 82.5min。 如圖9所示,插銑比層銑時(shí)間減少了約42.8min,切削效率提高了51.9%。在鈦合金深槽的開槽加工中插銑的切削效率更高。
小結(jié)
通過試驗(yàn)對(duì)TC4鈦合金深槽的插銑開槽進(jìn)行研究,得到以下結(jié)論:
插銑加工表面粗糙度較大,一般需要進(jìn)行后續(xù)精加工;
插銑刀具磨損主要發(fā)生在刀片的端面刃,磨損形態(tài)以微崩刃、溝槽磨損為主;
插銑在進(jìn)行深槽開槽粗加工時(shí)切削效率明顯高于普通層銑。
綜上所述,插銑加工槽腔表面粗糙,一般還需進(jìn)行二次精加工。在淺槽加工時(shí),效率與傳統(tǒng)層銑相比沒有明顯優(yōu)勢(shì),因此插銑不是淺槽的首選開槽方法;當(dāng)層銑加工深槽極易引發(fā)切削振動(dòng),導(dǎo)致刀具壽命、銑削效率和加工質(zhì)量大幅降低時(shí),可采用插銑取代傳統(tǒng)層銑,大幅提高切削效率。