



發(fā)布日期:2020-11-23 15:59:05
1、TA2鈦管的選擇
本研究中使用的 TA2鈦管成分、化學性能和力學性能及性能見表1。鈦管嚴格按照 ASTM B861 標準進行制造、檢驗及驗收。鈦管內徑 50.8 mm,壁厚 4 mm。
表1 本研究中使用的 TA2鈦管的化學成分和力學性能
| 化學成分及含量% | 力學性能 | ||||||
| Ti | Fe | C | N | H | O | 抗拉強度/MPa | 伸長率/% |
| 剩余含量 | 0.05 | 0.02 | 0.01 | 0.001 | 0.11 | 460 | 31.25 |
2、焊絲的選擇
在焊接鈦及鈦合金時,填充焊絲的成分一般應與母材金屬成分相近,同時要求焊絲中有害雜質越少越好,所以選用純鈦的 Gr.1 焊絲(牌號:OK Tigrod 19.72 直徑 2.0 mm;本研究中購買的焊絲綜合考慮了 ASME II C SFA 5.16 和 NORSOK標準)。鈦焊絲的化學成分和力學性能見表2。
表2 本研究中使用的鈦焊絲的化學成分和力學性能(SFA/AWS A5.16 標準)
| 化學成分及含量% | 力學性能 | ||||||
| Ti | Fe | C | N | H | O | 抗拉強度/MPa | 伸長率/% |
| 剩余含量 | 0.05 | 0.02 | 0.01 | 0.003 | 0.08 | 390 | 22 |
3、焊機的選擇
根據(jù)前面分析,TIG 焊后材料抗拉強度和伸長率很好,焊縫與母材熔接穩(wěn)定,焊接接頭有較好的性能,焊接質量也能夠符合大多數(shù)情況的要求,同時考慮到鈦管焊接現(xiàn)場的條件,TIG 焊是現(xiàn)場焊接 TA2 管的最好選擇。
TIG 焊在惰性氣體保護下進行,是利用鎢極與工件之間的電弧熱熔化母材和填充焊絲的焊接方法。鎢極氬弧焊有如下的工藝特點:
(1)因為鎢電極是非熔化電極,所以在焊接時不存在電極熔化對弧長的影響問題,電弧長度容易控制。
(2)焊接時,采用惰性氣體保護焊接區(qū)域,不需要加任何焊劑就可以獲得純凈的焊縫金屬。
(3)焊槍需要具有提前送氣和焊后滯后斷氣的功能。
(4)為了避免損壞鎢極和防止焊縫夾鎢,通常情況下不采用接觸式引弧,而使用非接觸引弧。為此,焊接設備需要有引弧裝置。為了使焊接過程中保持電弧穩(wěn)定,還需要配備穩(wěn)弧裝置。
(5)為了減小或排除因弧長變化引起的焊接電流波動,焊接電源需要具有陡降或垂直下降的外特性。
(6)直流正接較直流反接能得的焊縫熔深大。
綜合考慮上述特點,采用鎢極氬弧焊(TIG 焊)時,焊接設備應使用使用性能穩(wěn)定的直流氬弧焊機,應采用正接法來增大熔深,焊接設備需要具有逆變電源且應附有高頻引弧和電源衰減裝置及滿足工藝條件。本文以采用 YC-300WP 氬弧焊機和 YC-315TX2HGR 氬弧焊機為研究出發(fā)點。氬弧焊鎢極考慮使用釷鎢極,釷鎢極具有引弧容易、穩(wěn)定性好、載流能力強的特點,并且釷鎢極相較于純鎢極不容易燒損。
4、保護氣體的選擇
一般來說,惰性氣體的純度越高,氣體保護效果越好,但是也意味著成本也越高。對于鈦合金這類對保護效果要求較高的金屬,通常要求惰性氣體純度大于99.99%。氬氣、氦氣或者它們的混合氣體都可用于焊接各類金屬材料,但由于,氬氣的成本低,氬氣產(chǎn)生的電弧比較平穩(wěn)、較容易控制,因此在焊接鈦管時,選擇純氬進行氣體保護。本焊接試驗選擇的氬氣為一級氬氣,氣體純度在99.99%以上,露點低于-40℃,相對濕度不超過 5%,水分含量不高于 0.001 mg/L。
氬氣流量的選擇以達到良好的焊接表面色澤為準,一般通過在焊接之后用肉眼觀察焊縫及熱影響區(qū)的顏色來考察焊接時的氣體保護效果。國標 JB/T 4745-2002 規(guī)定焊后表面出現(xiàn)銀白色氧化膜,則表明氣體保護效果最佳,當顏色
為黃色時保護效果也可以接受,其他顏色則為不合格。為了得到良好的氬氣保護,焊接時若發(fā)現(xiàn)氬氣瓶的壓力降至 1 MPa,就應停止使用。選用精確的氬氣流量計以控制氣流量。此外應該注意的是,送氣軟管一般選用塑料管或者乙烯基塑料軟管輸送保護氣體。
工業(yè)純鈦焊縫的表面顏色與焊接質量的關系見下表3(參照 ASME B31.3、NORSOK601 和 ASME IX 對焊道顏色和焊接質量的要求)。
表3 工業(yè)純鈦焊縫的表面顏色與焊接質量的關系
| 焊接表面顏色 | 溫度/℃ | 保護效果 | 污染程度 | 焊接質量 |
| 銀白色 | 350-400 | 良好 | 良好 | |
| 金黃色 | 500 | 尚好 | 小 | 合格 |
| 深黃色 | - | ↓ | ||
| 淺藍色 | - | 較差 | 大 | |
| 深藍色 | 520-570 | 差 | 不合格 | |
| 暗灰色 | ≥600 | 極差 |
5、氣體保護罩
采用環(huán)縫氣體保護拖罩可以有效地對鈦管進行氣體保護。保護罩的材質選用鋁合金(圖1)。氣體保護罩由① 圓弧形鋁制外殼,②氣體導入管,③焊接操作孔,④焊槍固定裝置,⑤內部氣篩層,⑥側面凹槽組成。氣體導入管,焊接操作孔,焊槍固定裝置處在圓弧形鋁制外殼的上表面。圓弧形鋁制外殼和內部氣篩層通過焊接連接成一體。焊槍可以通過金屬箍圈和焊槍固定裝置進行綁定。氣體導入管將氬氣導入保護罩內,由氣篩將氬氣流均勻分配到焊件表面。傳統(tǒng)的氣體保護裝置需要兩個焊工進行操作,一個焊工負責使用焊槍和進給焊絲,另一個焊工負責轉動氣體保護罩對焊接區(qū)域進行保護。這樣對兩名焊接工人的相互配合提出了較高要求,一旦氣體保護罩跟進速度和焊接速度不適應就會影響焊接質量。
另外,焊接過程需要兩個焊工完成,生產(chǎn)效率較低。本文中的焊接氣體保護罩,在原先傳統(tǒng)的氣體保護罩上進行了改進,由于焊槍已經(jīng)由金屬箍圈固定在了氣體保護罩上,焊工一只手從焊接操作孔填入焊絲,另一只手轉動氣體保護罩即可完成焊接操作。此外,增加的側面凹槽中可以填入橡膠片,焊接時橡膠和鈦管緊密接觸,用于隔絕外部空氣并維持內部較純的氬氣氣氛。該裝置,操作方便,氣體保護效果明顯。
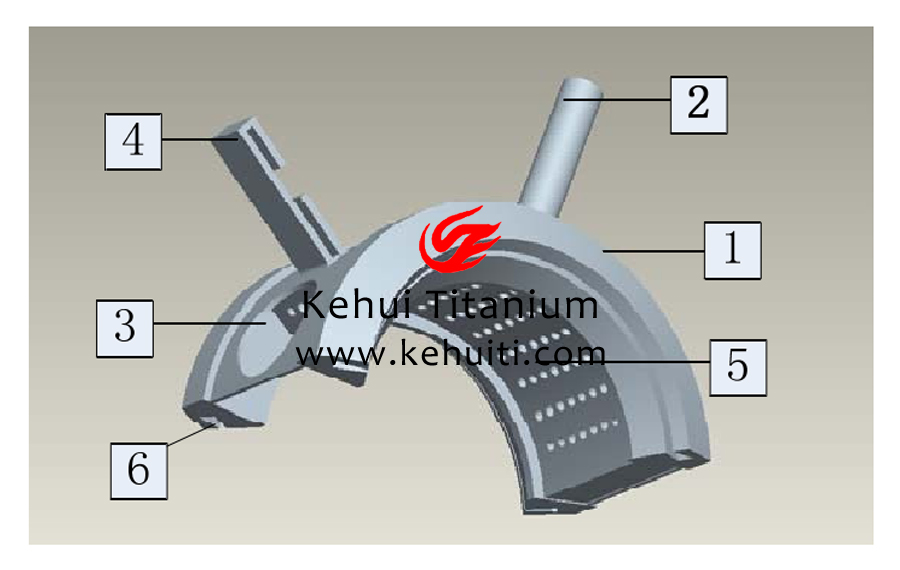
圖1 氣體保護罩
6、 其他工具
除以上設備,在清理鈦管表面的油污、氧化膜等雜質時,還需要用到白紗布、不銹鋼鋼絲、丙酮或無水乙醇溶液。白紗布用于蘸取丙酮或無水乙醇,對焊絲和鈦管進行清理,不銹鋼鋼絲刷用于鈦管表面進行機械清理。
試驗中需要 99.99%純度氬氣 3 瓶,分別接入焊槍、氣體保護罩以及鈦管內部,對鎢極氬弧焊進行氣體保護。在焊接過程中,還需要錫紙膠帶對待焊部位進行保護。另外,還需要焊接架、砂輪機、海綿各一個,分別用于焊接裝配、打磨檢修以及維持鈦管內部的氬氣氣氛。
tag標簽:鈦管焊接