



°l(f¨،)²¼بصئع£؛2020-4-4 21:04:05
ضذبAبثأٌ¹²؛ح‡ّ‡ّ¼زکثœت GB/T26057-2010
âپ¼°âپ؛د½ً؛¸½س¹ـ Titanium and titanium alloy welded tube
2011-01-10 °l(f¨،)²¼ 2011-10-01 Œچت©
ضذبAبثأٌ¹²؛ح‡ّ‡ّ¼زظ|(zh¨¬)ء؟±O(ji¨،n)¶½™zٍ™zزك؟‚¾ض ضذ‡ّ‡ّ¼زکثœت»¯¹ـہيخ¯†T• °l(f¨،)²¼
ا°رش
±¾کثœتسةب«‡ّسذة«½ًŒظکثœت»¯¼¼ذgخ¯†T•(SAC/TC 243) ڑw؟ع،£
±¾کثœتئً²ف†خخ»£؛Œڑâپ¼¯ˆFسذدق¹«ث¾،¢خ÷°²Œڑâپأہجط·¨ء¦ضZ؛¸¹ـسذدق¹«ث¾،£
±¾کثœتض÷زھئً²فبث£؛ہîéL½،¢رٍسٌجm،¢üSسہ¹â،¢„¢فWب؛،¢ہîقr(n¨®ng)،¢™à(qu¨¢n)پ†ئ½،¢îپجK،¢ڈˆ½·ه،£
âپ¼°âپ؛د½ً؛¸½س¹ـ
1،¢·¶‡ْ
±¾کثœتزژ(gu¨©)¶¨ءثâپ¼°âپ؛د½ً؛¸½س¹ـµؤزھاَ،¢ش‡ٍ·½·¨،¢™zٍزژ(gu¨©)„t،¢کثض¾،¢°üرb،¢ك\ف”،¢ظA´و،¢ظ|(zh¨¬)ء؟×Cأ÷•ّ¼°؛دح¬(»ٍس†ط›†خ)ƒب(n¨¨i)بف،£
±¾کثœتكmسأسع؛¸½س·¨ةْ®a(ch¨£n)µؤâپ¼°âپ؛د½ً¹ـ£¬كmسأسعز»°م¹¤کI(y¨¨)سأح¾،£
2،¢زژ(gu¨©)·¶ذشزسأخؤ¼
دآءذخؤ¼Œ¦سع±¾خؤ¼µؤ‘ھسأتا±ط²»؟ةةظµؤ،£·²تا×¢بصئعµؤزسأخؤ¼£¬ƒHثù×¢بصئعµؤ°و±¾كmسأسع±¾خؤ¼،£·²تا²»×¢بصئعµؤزسأخؤ¼£¬ئن×îذآ°و±¾(°üہ¨ثùسذµؤذق¸ؤ†خ)كmسأسع±¾خؤ¼،£
GB/T 228 ½ًŒظ²ؤءدتزœطہةىش‡ٍ·½·¨
GB/T 241 ½ًŒظ¹ـز؛‰؛ش‡ٍ·½·¨
GB/T 246 ½ًŒظ¹ـ‰؛±âش‡ٍ·½·¨
GB/T 3620.1 âپ¼°âپ؛د½ًإئج–؛ح»¯ŒW³ة·ض
GB/T 3620.2 âپ¼°âپ؛د½ً¼س¹¤®a(ch¨£n)ئ·»¯ŒW³ة·ضشتشSئ«²î
GB/T 4698 (ثùسذ²؟·ض)؛£¾dâپ،¢âپ¼°âپ؛د½ً»¯ŒW·ضخِ·½·¨
GB/T 8180 âپ¼°âپ؛د½ً¼س¹¤®a(ch¨£n)ئ·µؤ°üرb،¢کثض¾،¢ك\ف”؛حظA´و
GB/T 12969.1 âپ¼°âپ؛د½ً¹ـ²ؤ³¬آ•²¨ج½‚û·½·¨
YS/T 658 ؛¸¹ـسأâپژ§
3،¢زھاَ
3.1 ®a(ch¨£n)ئ··ضîگ
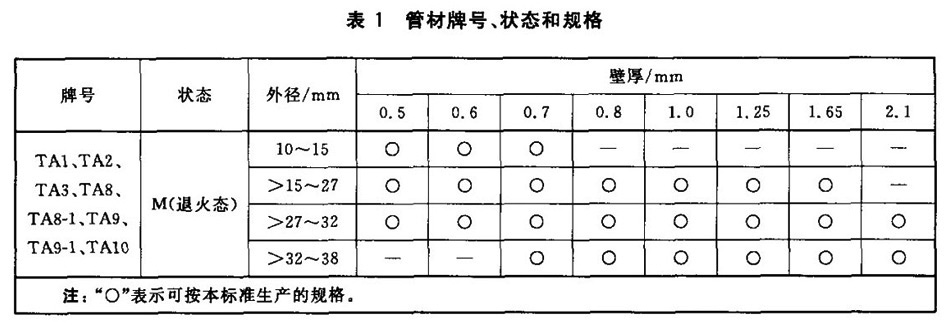
âپ¼°âپ؛د½ً؛¸½س¹ـµؤإئج–،¢ î‘B(t¨¤i)؛حزژ(gu¨©)¸ٌ‘ھ·û؛د±ي1µؤزژ(gu¨©)¶¨،£
3.2 ²ؤءد
؛¸¹ـسأâپژ§‘ھ·û؛دYS/T 658µؤزژ(gu¨©)¶¨،£
3.3 »¯ŒW³ة·ض
®a(ch¨£n)ئ·µؤ»¯ŒW³ة·ض‘ھ·û؛دGB/T3620.1µؤزژ(gu¨©)¶¨،£ذè·½ڈحٍ•r»¯ŒW³ة·ضشتشSئ«²î‘ھ·û؛دGB/T3620.2µؤزژ(gu¨©)¶¨،£
3.4 ء¦ŒWذشؤـ
¹ـ²ؤشع¹©‘ھ î‘B(t¨¤i)دآµؤتزœطء¦ŒWذشؤـ‘ھ·û؛د±ي2µؤزژ(gu¨©)¶¨،£

3.5 ¹¤ث‡ذشؤـ
3.5.1 ‰؛±âش‡ٍ
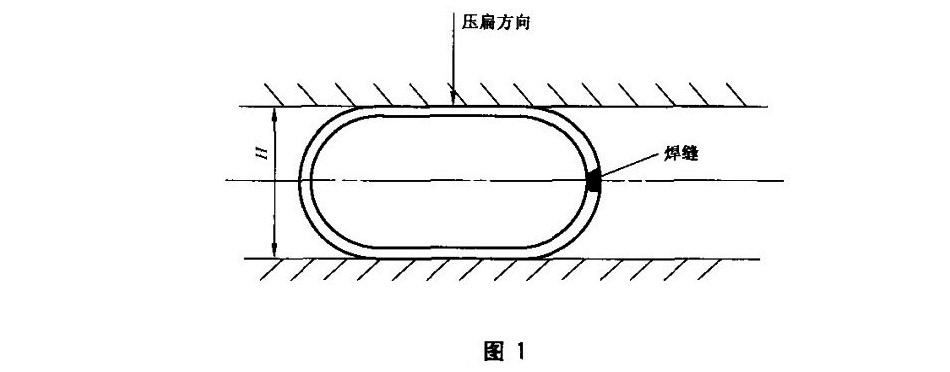
3.5.1.1 ¹ـ²ؤ‘ھكMذذ‰؛±âش‡ٍ،£‰؛ضءزژ(gu¨©)¶¨µؤ‰؛°هég¾àH•r£¬¹ـ²ؤ±يأو²»‘ھ³ِ¬F(xi¨¤n)ءر¼y،£H°´ت½(1)
س‹ثم£؛

ت½ضذ£؛
H——‰؛°هég¾à£¬†خخ»é؛ءأ×(mm)£»
t——ز»¹ـ²ؤأûءx±ع؛ٌ£¬†خخ»é؛ءأ×(mm)£»
D—-¹ـ²ؤأûءxحâڈ½£¬†خخ»é؛ءأ×(mm)،£
e—--³£”µ(sh¨´)£¬®”¹ـ²ؤض±ڈ½ذ،سعµبسع25.4mm•r£¬eب،0.04£¬®”¹ـ²ؤض±ڈ½´َسع25.4mm•r£¬eب،0.06،£
3.5.1.2 Œ¦سعD/t<10µؤ¹ـ²ؤكMذذ‰؛±âش‡ٍ•r£¬شع¹ـ²ؤƒب(n¨¨i)±يأودà®”سع“6ücçٹ”؛ح“12ücçٹ”µؤخ»ضأ®a(ch¨£n)ةْµؤءر¼y²»×÷é¾ـتصµؤزہ“(j¨´)،£
3.5.1.3 ‰؛±â·½دٍ¼°؛¸؟pخ»ضأزٹˆD1،£
3.5.2 ڑâ(ز؛)‰؛ش‡ٍ
3.5.2.1 ¹ـ²ؤ‘ھكMذذڑâ‰؛ش‡ٍ،£ذè·½زھاَ²¢شع؛دح¬(»ٍس†ط›†خ)ضذ×¢أ÷•r£¬¹ـ²ؤز²؟ةكMذذز؛‰؛ش‡ٍجو´ْڑâ‰؛ش‡ٍ،£
3.5.2.2 ڑâ‰؛ش‡ٍ•r£¬ ¹ـ²ؤƒب(n¨¨i)²؟ڑâ‰؛ش‡ٍµؤ‰؛ء¦é0.7MPa£¬ ±£³ض5s£¬ ¹ـ²ؤ‘ھ²»°l(f¨،)ةْذ¹آ©،£
3.5.2.3 ز؛‰؛ش‡ٍ•r£¬ذè·½كx¶¨µؤش‡ٍ‰؛ء¦‘ھشع؛دح¬(»ٍس†ط›†خ)ضذ×¢أ÷،£؛دح¬(»ٍس†ط›†خ)ضذخ´×¢أ÷•r£¬ش‡ٍ‰؛ء¦
°´¹«ت½(2)س‹ثم£؛

ت½ضذ£؛
P--ش‡ٍ‰؛ء¦£¬ †خخ»éص×إء(MPa) £»
S¨DشتشS‘ھء¦£¬ ب،دà‘ھزژ(gu¨©)¶¨·ا±بہرسةىڈٹ¶ب×îذ،ضµµؤ50%£¬ †خخ»éص×إء(MPa) £»
D——¹ـ²ؤأûءxحâڈ½£¬†خخ»é؛ءأ×(mm)£»
t——¹ـ²ؤأûءx±ع؛ٌ£¬†خخ»é؛ءأ×(mm)،£
ز؛‰؛ش‡ٍµؤ×î´َ‰؛ء¦²»´َسع17.2MPa£¬ ش‡ٍ•r‰؛ء¦±£³ض²»ةظسع5s£¬ ¹ـ²ؤ‘ھ²»°l(f¨،)ةْ»û׃»ٍذ¹آ©،£
3.6 ³ك´ç¼°شتشSئ«²î
3.6.1 ¹ـ²ؤحâڈ½؛ح±ع؛ٌµؤشتشSئ«²î‘ھ·û؛د±ي3µؤزژ(gu¨©)¶¨،£¹ـ²ؤµؤˆA¶ب²»‘ھ³¬³ِحâڈ½شتشSئ«²î£¬¹ـ²ؤµؤ±ع؛ٌشتشSئ«²î²»كmسأسع؛¸؟pجژ£¬؛¸؟pجژµؤ±ع؛ٌشِ؛ٌشتشSئ«²îé±0.79mm،£

3.6.2 ¹ـ²ؤµؤéL¶ب·¶‡ْé500mm~15000mm£¬³¬³ِزژ(gu¨©)¶¨µؤéL¶ب•r£¬؟ة…f(xi¨¦)ةج¹©ط›،£
3.6.3 ¹ـ²ؤµؤ¶¨³ك»ٍ±¶³كéL¶ب‘ھشعئن²»¶¨³كéL¶ب·¶‡ْƒب(n¨¨i)،£¶¨³كéL¶ب²»´َسع6000mm•r£¬شتشSئ«²îé±6mm£¬¶¨³كéL¶ب´َسع6000mm•r£¬شتشSئ«²îé±10mm،£±¶³كéL¶بك€‘ھس‹بث¹ـ²ؤµؤاذ؟عء؟£¬أ؟ز»اذ؟عء؟é5mm،£
3.6.4¹ـ²ؤƒة¶ث‘ھاذئ½صû£¬²»‘ھسذأ«´ج£¬اذذ±‘ھ·û؛د±ي4µؤزژ(gu¨©)¶¨،£
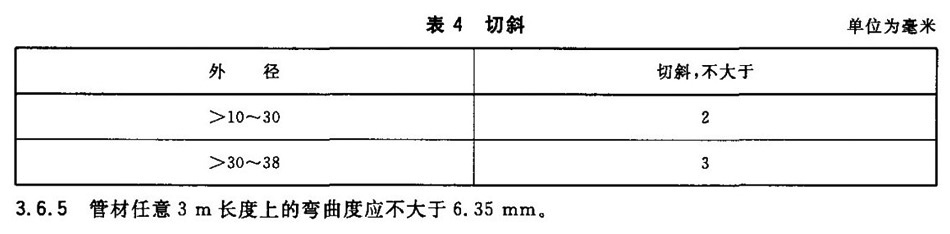
3.6.5 ¹ـ²ؤبخزâ3méL¶بةدµؤڈاْ¶ب‘ھ²»´َسع6.35mm،£
3.7 ³¬آ•²¨™zٍ
¹ـ²ؤ‘ھكMذذ³¬آ•²¨™zٍ£¬²¢·û؛دGB/T 12969.1µؤزژ(gu¨©)¶¨،£
3.8 حâس^ظ|(zh¨¬)ء؟
3.8.1 ¹ـ²ؤƒب(n¨¨i)،¢حâ±يأو‘ھچƒô£¬ںoءر¼y،¢صغ¯B،¢ئًئ¤،¢لک؟×µبؤ؟ز•؟ةزٹµؤب±دف£¬؛¸؟pجژ‘ھجî³ن³ن·ض£¬ك^¶ةˆA»¬،£
3.8.2 ¹ـ²ؤ±يأوµؤ¾ض²؟ب±دفشتشSاه³£¬µ«اه³؛َ²»µأت¹حâڈ½؛ح±ع؛ٌ³¬³ِشتشSµؤئ«²î،£
3.8.3 ¹ـ²ؤ±يأوشتشSسذ²»³¬³ِحâڈ½؛ح±ع؛ٌشتشSئ«²îµؤ„‚û،¢°¼؟س،¢ح¹üc؛ح³Cض±؛غغE،£شتشS¹ـ²ؤثلد´؛َ´وشع²»ح¬µؤîپة«،£
4،¢ش‡ٍ·½·¨
4.1 »¯ŒW³ة·ض·ضخِ·½·¨
¹ـ²ؤµؤ»¯ŒW³ة·ض·ضخِ°´GB/T 4698µؤزژ(gu¨©)¶¨كMذذ،£
4.2 ء¦ŒWذشؤـ™zٍ·½·¨
4.2.1 ¹ـ²ؤتزœطہةىش‡ٍ·½·¨°´GB/T 228µؤزژ(gu¨©)¶¨كMذذ،£
4.2.2 Œ¦سعحâڈ½²»´َسع30mmµؤ¹ـ²ؤ²ةسأGB/T228ضذµؤS8ش‡کس£»Œ¦سعحâڈ½´َسع30mmµؤ¹ـ²ؤ²ةسأS4ش‡کس،£S4ش‡کسµؤضئ‚ن‘ھت¹؛¸؟pجژسعش‡کسµؤضذégخ»ضأ،£
4.3 ¹¤ث‡ذشؤـ™zٍ·½·¨
4.3.1 ¹ـ²ؤµؤ‰؛±âش‡ٍ°´GB/T 246µؤزژ(gu¨©)¶¨كMذذ،£
4.3.2 ¹ـ²ؤµؤڑâ‰؛ش‡ٍ°´¹©ذèëp·½صJ؟ةµؤ·½·¨كMذذ،£
4.3.3 ¹ـ²ؤµؤز؛‰؛ش‡ٍ°´GB/T 241µؤزژ(gu¨©)¶¨كMذذ،£
4.4 ³ك´ç¼°شتشSئ«²îœyء؟·½·¨
¹ـ²ؤµؤ³ك´ç¼°شتشSئ«²îسأدà‘ھ¾«¶بµؤء؟¾كœyء؟،£
4.5 ³¬آ•²¨™zٍ·½·¨
¹ـ²ؤ³¬آ•²¨™zٍ°´GB/T 12969.1µؤزژ(gu¨©)¶¨كMذذ،£
4.6 حâس^ظ|(zh¨¬)ء؟™zٍ·½·¨
¹ـ²ؤµؤحâس^ظ|(zh¨¬)ء؟سأؤ؟ز•™zٍ،£
5،¢™zٍزژ(gu¨©)„t
5.1™z²é؛حٍتص
5.1.1 ®a(ch¨£n)ئ·‘ھسة¹©·½كMذذ™z²é£¬±£×C®a(ch¨£n)ئ·ظ|(zh¨¬)ء؟·û؛د±¾کثœت¼°؛دح¬(»ٍس†ط›†خ)µؤزژ(gu¨©)¶¨£¬²¢جظ|(zh¨¬)ء؟×Cأ÷•ّ£¬
5.1.2 ذè·½تصµ½µؤ®a(ch¨£n)ئ·£¬؟ة°´±¾کثœتµؤزژ(gu¨©)¶¨كMذذٍتص£¬بç™zٍ½Y(ji¨¦)¹ûإc±¾کثœت¼°؛دح¬(»ٍس†ط›†خ)µؤزژ(gu¨©)¶¨²»·û•r£¬‘ھشعتصµ½®a(ch¨£n)ئ·ض®بصئًب‚€شآƒب(n¨¨i)دٍ¹©·½جل³ِ£¬سة¹©ذèëp·½…f(xi¨¦)ةج½â›Q£¬بçذèضظ²أ£¬ضظ²أب،کسسة¹©ذèëp·½¹²ح¬كMذذ،£
5.2 ½Mإْ
®a(ch¨£n)ئ·‘ھ³ةإْجل½»ٍتص£¬أ؟إْ‘ھسةح¬ز»إئج–،¢ح¬ز»زژ(gu¨©)¸ٌ،¢ح¬ز»ضئشى·½·¨،¢ح¬ز» î‘B(t¨¤i)؛حح¬ز»ںلجژہي t½›(j¨©ng)ك^دàح¬…¢”µ(sh¨´)ںلجژہيةْ®a(ch¨£n)µؤ®a(ch¨£n)ئ·½M³ة£¬
5.3 ™zٍي—ؤ؟¼°ب،کسزژ(gu¨©)¶¨
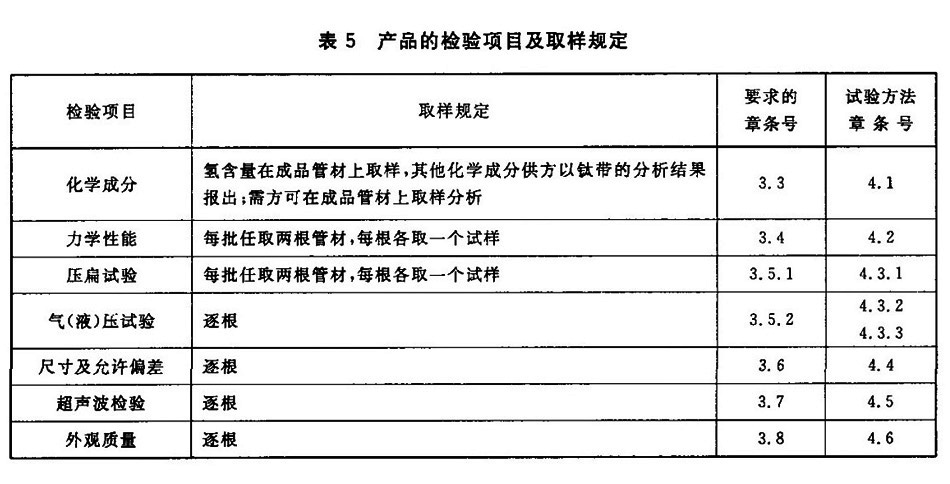
أ؟إْ®a(ch¨£n)ئ·¾ù‘ھكMذذ»¯ŒW³ة·ض،¢ء¦ŒWذشؤـ،¢¹¤ث‡ذشؤـ،¢³ك´ç¼°شتشSئ«²î،¢³¬آ•²¨؛ححâس^ظ|(zh¨¬)ء؟™zٍ،£؛دح¬
(»ٍس†ط›†خ)ضذ×¢أ÷µؤ™zٍي—ؤ؟ز²‘ھكMذذ™zٍ£¬®a(ch¨£n)ئ·µؤ™zٍي—ؤ؟¼°ب،کسزژ(gu¨©)¶¨زٹ±ي5،£
5.4 ™zٍ½Y(ji¨¦)¹ûµؤإذ¶¨
5.4.1 »¯ŒW³ة·ض²»؛د¸ٌ•r£¬إذصûإْ²»؛د¸ٌ،£
5.4.2 تزœطء¦ŒWذشؤـ™zٍ،¢‰؛¼çش‡ٍضذ£¬بçسذز»‚€ش‡کس™zٍ½Y(ji¨¦)¹û²»؛د¸ٌ•r£¬„tڈؤش“إْب،ëp±¶ش‡کسŒ¦²»؛د¸ٌي—ؤ؟كMذذضطڈحش‡ٍ£¬بçضطڈحش‡ٍ½Y(ji¨¦)¹ûبشسذز»‚€ش‡کس²»؛د¸ٌ•r£¬„tإذش“إْ®a(ch¨£n)ئ·²»؛د¸ٌ£¬µ«شتشS¹©·½ضً¸ùŒ¦²»؛د¸ٌي—ؤ؟كMذذ™zٍ£¬؛د¸ٌصكضطذآ½Mإْ½»ط›،£
5.4.3 ڑâ(ز؛)‰؛ش‡ٍ،¢¹ـ²ؤµؤ³ك´ç؛ح³ك´çشتشSئ«²î،¢³¬آ•²¨™zٍ¼°حâس^ظ|(zh¨¬)ء؟²»؛د¸ٌ•r£¬إذ†خ¸ù²»؛د¸ٌ،£
6،¢کثض¾،¢°üرb،¢ك\ف”،¢ظA´و¼°ظ|(zh¨¬)ء؟×Cأ÷•ّ
6.1 کثض¾
شع™zٍ؛د¸ٌµؤ¹ـ²ؤ؛ح°üرbدنةد‘ھ×÷بçدآƒب(n¨¨i)بفکثض¾£؛
a)®a(ch¨£n)ئ·إئج–£»
b)®a(ch¨£n)ئ·أû·Q£»
c)زژ(gu¨©)¸ٌ£»
d)¹©‘ھ î‘B(t¨¤i)£»
e)إْج–£»
f)±¾کثœت¾ژج–،£
6.2°üرb،¢ك\ف”؛حظA´و
®a(ch¨£n)ئ·µؤ°üرb،¢ك\ف”؛حظA´و‘ھ·û؛دGB/T8180µؤدàêPزژ(gu¨©)¶¨،£
6.3ظ|(zh¨¬)ء؟×Cأ÷•ّ
أ؟إْ¹ـ²ؤ‘ھ¸½سذظ|(zh¨¬)ء؟×Cأ÷•ّ£¬ئنةد×¢أ÷£؛
a)¹©·½أû·Q£»
b)®a(ch¨£n)ئ·أû·Q£»
c)®a(ch¨£n)ئ·إئج–،¢زژ(gu¨©)¸ٌ؛ح î‘B(t¨¤i)£»
d)إْج–،¢إْضط؛ح¸ù”µ(sh¨´)£»
e)¸÷ي—·ضخِ™zٍ½Y(ji¨¦)¹û¼°¹©·½ظ|(zh¨¬)™z²؟éTµؤ™zس،£»
f)±¾کثœت¾ژج–£»
g)°üرbبصئع،£
7،¢؛دح¬(»ٍس†ط›†خ)ƒب(n¨¨i)بف
س†ظڈ±¾کثœتثùءذ²ؤءدµؤ؛دح¬(»ٍس†ط›†خ)‘ھ°üہ¨دآءذƒب(n¨¨i)بف£؛
a)®a(ch¨£n)ئ·أû·Q£»
b)إئج–£»
c) î‘B(t¨¤i)£»
d)³ك´çزژ(gu¨©)¸ٌ£»
e)ضطء؟»ٍ¸ù”µ(sh¨´)£»
f)±¾کثœت¾ژج–£»
g)ئنثû،£
tagکث؛:âپ¹ـذشؤـ,âپ؛¸¹ـکثœت