



發(fā)布日期:2020-4-4 23:03:13
中華人民共和國(guó)國(guó)家標(biāo)準(zhǔn) GB/T3623-2007
GB/T3623一2007 代替 GB/T3623-1998
鈦及鈦合金絲 Titanium and titanium alloy wire
2007-04-30 發(fā)布 2007-11-01 實(shí)施
中華人民共和國(guó)國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局 中國(guó)國(guó)家標(biāo)準(zhǔn)化管理委員會(huì) 發(fā)布
前言
本標(biāo)準(zhǔn)代替GB/T 3623一1998《鈦及鈦合金絲》。
本標(biāo)準(zhǔn)與GB/T 3623一1998相比主要變化如下:
-------純鈦結(jié)構(gòu)件絲力學(xué)性能指標(biāo)參照ASTM B 348和ASTM B 863調(diào)整, 其中TA2、TA3、TA4的強(qiáng)度指標(biāo)比Gr.2、Gr.3、Gr.4更高;
-------原TA4牌號(hào)變?yōu)門(mén)A28;
-------增加了TA1-1、TC2和TC4ELI三種牌號(hào);
-------調(diào)整了純鈦焊絲的化學(xué)成分, 其中間隙(ELD純鈦焊絲的化學(xué)成分, 與AWS A5.16-2004基本一致;
-------加寬了TC4鈦合金絲材的供貨直徑范圍,并對(duì)直徑1mm~2mm結(jié)構(gòu)絲材的力學(xué)性能指標(biāo)進(jìn)行了調(diào)整;
-------增加了直段絲、復(fù)繞供貨方式,并規(guī)定了堿酸洗和磨光的表面處理方式;
-------增加了檢驗(yàn)結(jié)果的判定方法。
本標(biāo)準(zhǔn)中的附錄A是規(guī)范性附錄。
本標(biāo)準(zhǔn)由中國(guó)有色金屬工業(yè)協(xié)會(huì)提出。
本標(biāo)準(zhǔn)由全國(guó)有色金屬標(biāo)準(zhǔn)化技術(shù)委員會(huì)歸口。
本標(biāo)準(zhǔn)由寶鈦集團(tuán)有限公司、寶雞鈦業(yè)股份有限公司負(fù)責(zé)起草,
本標(biāo)準(zhǔn)主要起草人:王永梅、黃永光、王建斌、王韋琪、薛虎明。
本標(biāo)準(zhǔn)由全國(guó)有色金屬標(biāo)準(zhǔn)化技術(shù)委員會(huì)負(fù)責(zé)解釋。
本標(biāo)準(zhǔn)所代替標(biāo)準(zhǔn)的歷次版本發(fā)布情況為:
—YB 764-1970;GB/T 3623—1983、GB/T 3623-1998。
鈦及鈦合金絲
1、范圍
本標(biāo)準(zhǔn)規(guī)定了鈦及鈦合金絲的要求、試驗(yàn)方法、檢驗(yàn)規(guī)則及標(biāo)志、包裝、運(yùn)輸和貯存及訂貨單(或合同)內(nèi)容。
本標(biāo)準(zhǔn)適用于制作結(jié)構(gòu)件、緊固件、電極材料和焊接材料等用途的圓形絲材。
2、規(guī)范性引用文件
下列文件中的條款通過(guò)本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,鼓勵(lì)根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標(biāo)準(zhǔn)。
GB/T 228金屬材料室溫拉伸試驗(yàn)方法
GB/T 3620.1鈦及鈦合金牌號(hào)和化學(xué)成分
GB/T 3620.2鈦及鈦合金加工產(chǎn)品化學(xué)成分允許偏差
GB/T 4698(所有部分)海綿鈦、鈦及鈦合金化學(xué)分析方法
GB/T 5168兩相鈦合金高低倍組織檢驗(yàn)方法
GB/T 8180鈦及鈦合金加工產(chǎn)品的包裝、標(biāo)志、運(yùn)輸和貯存
3、要求
3.1 分類
產(chǎn)品按用途分為兩類:
結(jié)構(gòu)件絲——主要用作結(jié)構(gòu)件和緊固件的絲材;
焊絲——主要用作電極材料和焊接材料的絲材。
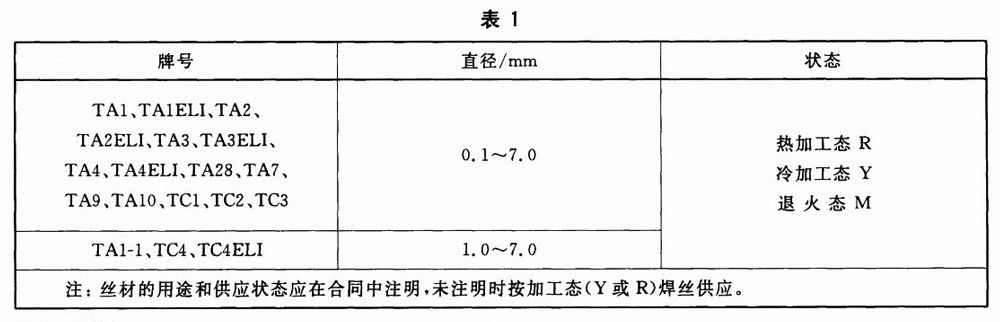
3.2 牌號(hào)、狀態(tài)和規(guī)格
產(chǎn)品的牌號(hào)、狀態(tài)和規(guī)格應(yīng)符合表1的規(guī)定,
3.3 材料
用于制造絲材的鑄錠應(yīng)采用真空自耗電弧爐熔煉,熔煉次數(shù)不得少于兩次。
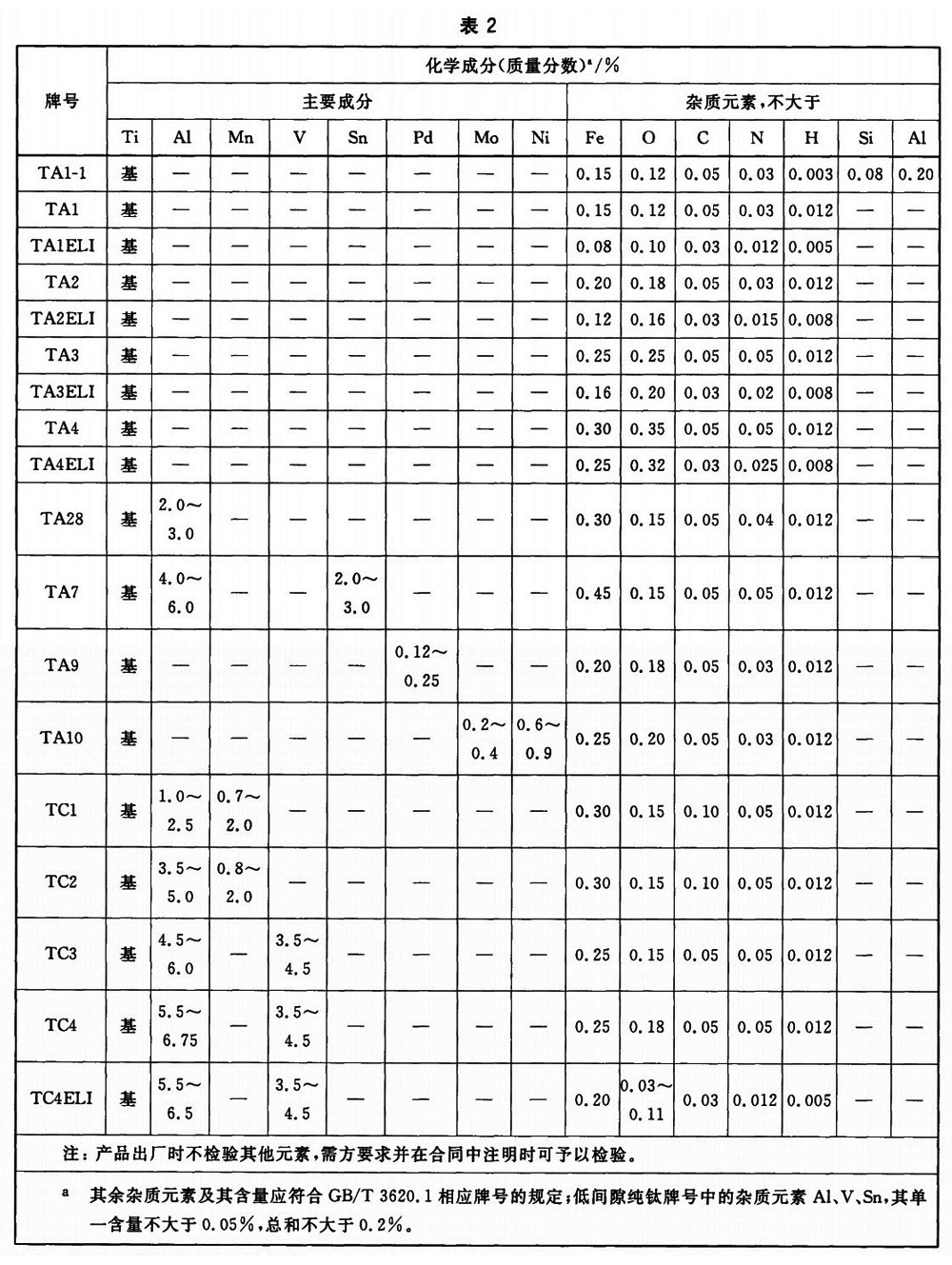
3.4 化學(xué)成分
3.4.1 結(jié)構(gòu)件絲的化學(xué)成分應(yīng)符合GB/T3620.1中相應(yīng)牌號(hào)的規(guī)定;焊絲的化學(xué)成分應(yīng)符合表2的規(guī)定。
3.4.2需方從產(chǎn)品上取樣進(jìn)行化學(xué)成分復(fù)驗(yàn)時(shí),其成分允許偏差應(yīng)符合GB/T 3620.2的規(guī)定。
3.5 尺寸、形狀及尺寸允許偏差
3.5.1 絲材一般散卷供貨,當(dāng)需方要求且在合同中注明時(shí),直徑小于3.5mm的焊絲可焊接復(fù)繞(盤(pán))。絲材的直徑允許偏差應(yīng)符合表3的規(guī)定。
3.5.2 直徑大于1.0mm的絲材,需方要求且在合同中注明時(shí)也可供直段絲。直段絲直徑允許偏差應(yīng)符合表3的規(guī)定。
3.5.3 加工態(tài)直絲的不定尺長(zhǎng)度為700mm~3000mm;退火態(tài)直絲的不定尺長(zhǎng)度:直徑大于2.0mm時(shí),為500mm~2000mm;直徑在1.0mm~2.0mm時(shí),為500mm~1000mm,定尺的長(zhǎng)度應(yīng)在不定尺長(zhǎng)度范圍內(nèi),定尺的長(zhǎng)度允許偏差為+6mm。
3.5.4 散卷絲材不允許有“∞”字形,
3.5.5 直絲的彎曲度不得大于5mm/m。

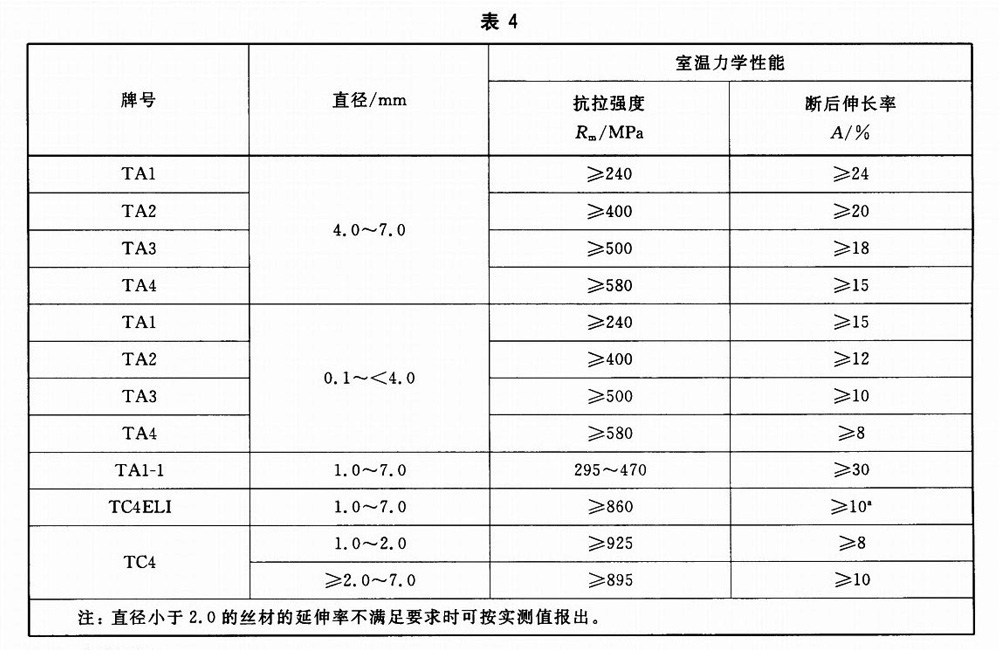
3.6 力學(xué)性能
經(jīng)熱處理后,結(jié)構(gòu)件絲的室溫力學(xué)性能應(yīng)符合表4的規(guī)定,表4以外其他牌號(hào)結(jié)構(gòu)件絲的性能報(bào)實(shí)測(cè)值,絲材熱處理制度按附錄A進(jìn)行。
3.7 低倍檢驗(yàn)
直徑3mm以上的絲材應(yīng)進(jìn)行低倍檢驗(yàn),橫向低倍上應(yīng)無(wú)縮尾、氣孔、分層、裂縫、金屬或非金屬夾雜。
3.8 外觀質(zhì)量
3.8.1 絲材的表面一般為堿酸洗表面。不小于2.0mm的直絲,用戶要求并在合同中注明時(shí)可供應(yīng)磨光表面。
3.8.2 絲材表面應(yīng)清潔,無(wú)氧化色,不應(yīng)有裂紋、起皮、起刺、斑痕和夾雜等。
3.8.3 絲材表面允許有輕微的、不超過(guò)絲材直徑允許偏差的局部的劃傷、擦傷、斑點(diǎn)和凹坑等。
4、檢驗(yàn)方法
4.1 化學(xué)成分分析方法
產(chǎn)品的化學(xué)成分仲裁分析方法按GB/T 4698的規(guī)定進(jìn)行。
4.2 尺寸檢驗(yàn)方法
產(chǎn)品的尺寸應(yīng)使用相應(yīng)精度的量具進(jìn)行測(cè)量。
4.3 力學(xué)性能試驗(yàn)方法
絲材的室溫拉伸試驗(yàn)按GB/T228進(jìn)行,試樣尺寸規(guī)定為:Φ<4mm時(shí),L。=50mm;Φ≥4mm時(shí),Lo=4d。
4.4 低倍檢驗(yàn)方法
絲材的低倍檢驗(yàn)按GB/T 5168進(jìn)行。
4.5 外觀質(zhì)量的檢驗(yàn)
產(chǎn)品的外觀質(zhì)量用目視檢驗(yàn)。
5、檢驗(yàn)規(guī)則
5.1 檢查和驗(yàn)收
5.1.1 絲材應(yīng)由供方質(zhì)量檢驗(yàn)部門(mén)進(jìn)行檢驗(yàn),保證產(chǎn)品質(zhì)量符合本標(biāo)準(zhǔn)的規(guī)定,并填寫(xiě)質(zhì)量證明書(shū)。
5.1.2 需方應(yīng)對(duì)收到的產(chǎn)品按本標(biāo)準(zhǔn)的規(guī)定進(jìn)行檢驗(yàn)。檢驗(yàn)結(jié)果與本標(biāo)準(zhǔn)或訂貨合同的規(guī)定不符時(shí),應(yīng)以書(shū)面形式向供方提出,由供需雙方協(xié)商解決,屬于表面質(zhì)量的異議,應(yīng)在收到產(chǎn)品之日起一個(gè)月內(nèi)提出,屬于其他的異議,應(yīng)在收到產(chǎn)品之日起三個(gè)月內(nèi)提出。如需仲裁,供需雙方共同進(jìn)行,
5.2 組批
絲材應(yīng)成批提交驗(yàn)收,每批應(yīng)由同一牌號(hào)、同一熔煉爐號(hào)、同一生產(chǎn)方法、同一熱處理爐批、同一狀態(tài)和同一規(guī)格的絲材組成。
5.3 檢驗(yàn)項(xiàng)目
每批產(chǎn)品均應(yīng)進(jìn)行化學(xué)成分、尺寸偏差、低倍檢驗(yàn)和外觀質(zhì)量的檢驗(yàn)。結(jié)構(gòu)絲還應(yīng)進(jìn)行力學(xué)性能檢驗(yàn)。
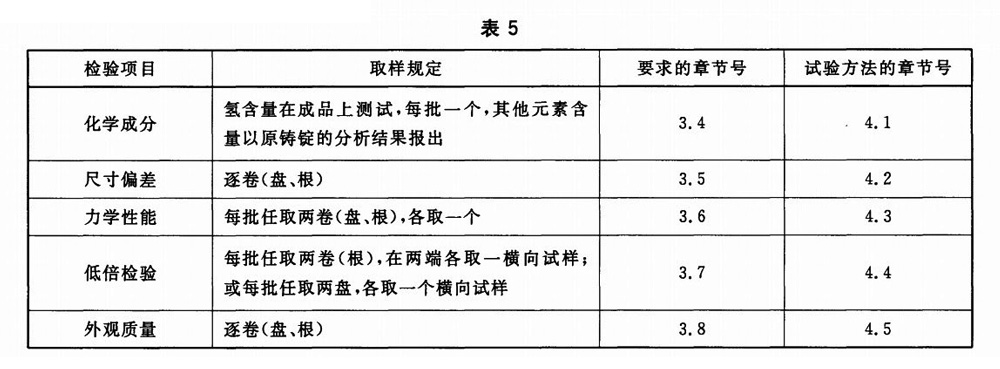
5.4 取樣
產(chǎn)品取樣應(yīng)符合表5的規(guī)定。
5.5 檢驗(yàn)結(jié)果的判定
5.5.1 化學(xué)成分不合格時(shí),產(chǎn)品整批不合格。
5.5.2 產(chǎn)品尺寸偏差、外觀質(zhì)量不合格時(shí),允許供方對(duì)該卷(盤(pán)、根)切去一定長(zhǎng)度后重新檢驗(yàn),直至等合格。
5.5.3 當(dāng)力學(xué)性能檢驗(yàn)結(jié)果中有試樣不合格,應(yīng)從該批產(chǎn)品(包括原受檢產(chǎn)品)中另取雙倍數(shù)量的試樣進(jìn)行重復(fù)試驗(yàn),試驗(yàn)結(jié)果全部合格,則判整批產(chǎn)品合格。若仍有一個(gè)結(jié)果不合格,則判該批產(chǎn)品不合格。
產(chǎn)品還可以由供方逐件檢驗(yàn),合格者交貨。
5.5.4 低倍檢驗(yàn)結(jié)果的判定
5.5.4.1 因裂紋或縮尾不合格時(shí),允許對(duì)不合格的該卷(盤(pán)、根)切去一定長(zhǎng)度后重復(fù)檢驗(yàn),直至合格,其余產(chǎn)品逐卷(盤(pán)、根)檢驗(yàn),合格者重新組批交貨。
5.5.4.2 低倍上有裂紋、非金屬夾雜物時(shí),判該批報(bào)廢。但允許供方逐卷(盤(pán)、根)檢查,合格者交貨。
6、標(biāo)志、包裝、運(yùn)輸、貯存
6.1 產(chǎn)品標(biāo)志
在已檢驗(yàn)合格的產(chǎn)品上應(yīng)貼標(biāo)簽或掛標(biāo)牌,其上注明如下標(biāo)記:
a)生產(chǎn)廠名稱、商標(biāo);
b)牌號(hào)和熔煉爐號(hào);
c)供應(yīng)狀態(tài);
d)產(chǎn)品規(guī)格。
6.2 包裝、包裝標(biāo)志、運(yùn)輸、貯存
產(chǎn)品的包裝、包裝標(biāo)志、運(yùn)輸和貯存應(yīng)符合GB/T 8180的規(guī)定。
6.3 質(zhì)量證明書(shū)
每批產(chǎn)品應(yīng)附有質(zhì)量證明書(shū),注明:
a)供方名稱、地址、電話、傳真;
b)產(chǎn)品名稱;
c)牌號(hào)、熔煉爐號(hào)、批號(hào);
d)供應(yīng)狀態(tài);
e)產(chǎn)品規(guī)格;
f)產(chǎn)品凈重、件數(shù);
g)檢驗(yàn)結(jié)果及質(zhì)量檢驗(yàn)部門(mén)的印記;
h)本標(biāo)準(zhǔn)編號(hào);
i)包裝日期。
7、訂貨單(或合同)內(nèi)容
訂購(gòu)本標(biāo)準(zhǔn)所列產(chǎn)品的訂貨單(或合同)內(nèi)容應(yīng)包括以下內(nèi)容:
a)產(chǎn)品名稱;
b)牌號(hào);
c)供應(yīng)狀態(tài)、用途、形式(需焊接復(fù)繞時(shí));
d)表面處理要求;
e)產(chǎn)品規(guī)格;
f)重量、件數(shù);
g)其他要求;
h)本標(biāo)準(zhǔn)編號(hào)。
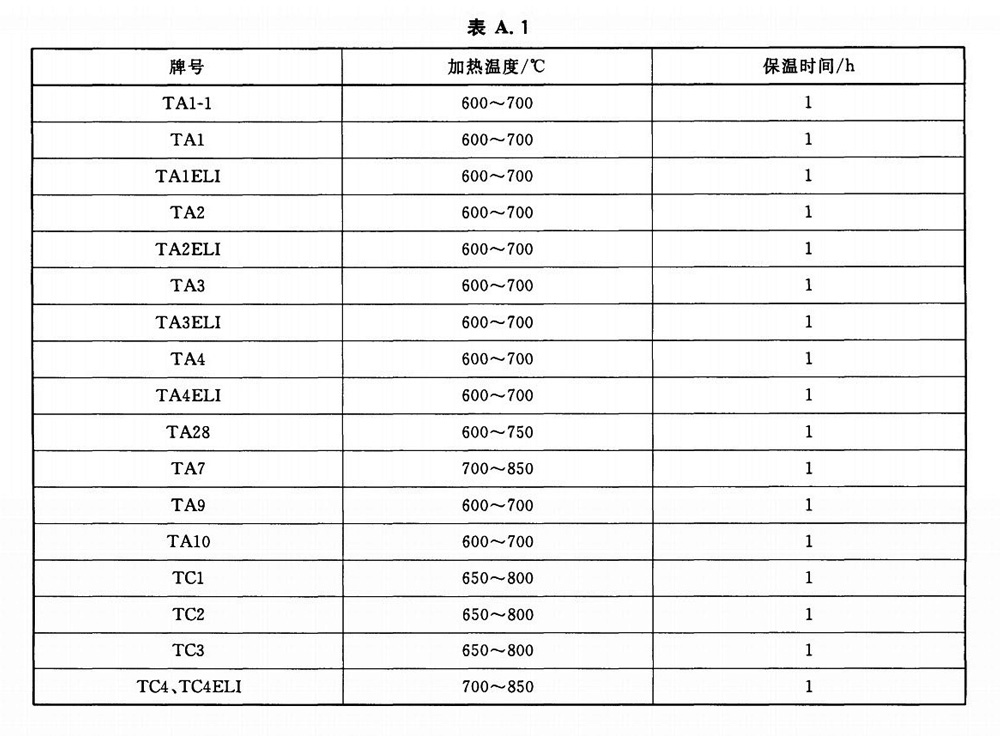
附錄A
(規(guī)范性附錄)
鈦及鈦合金絲材的熱處理制度
A.1鈦及鈦合金絲材的熱處理制度
鈦及鈦合金絲材的熱處理制度見(jiàn)表A.1.
tag標(biāo)簽:鈦絲標(biāo)準(zhǔn),鈦及鈦合金絲