



發(fā)布日期:2020-5-11 9:57:16
本標準適用于石墨加工型、石墨搗實型、金屬型和熔模精鑄型生產(chǎn)的鈦及鈦合金鑄件。
1、牌號、狀態(tài)
產(chǎn)品的牌號和狀態(tài)應(yīng)符合表1的規(guī)定。

2、技術(shù)要求
2.1 材料
2.1.1 鑄件所用的母合金錠應(yīng)采用真空自耗電極電弧熔煉法進行熔煉。
2.1.2 當采用海綿鈦作為原料時,合金錠至少應(yīng)進行兩次真空自耗熔煉。
2.1.3 可以適當?shù)夭捎猛缓辖鸪煞纸?jīng)過處理的返回料作為原料。
2.2 化學成分
鑄件的化學成分應(yīng)符合GB/T15073的規(guī)定。
2.3 力學性能
2.3.1 鑄件鑄態(tài)時的室溫力學性能應(yīng)符合表2的規(guī)定,其他狀態(tài)的力學性能指標由供需雙方協(xié)商確定。
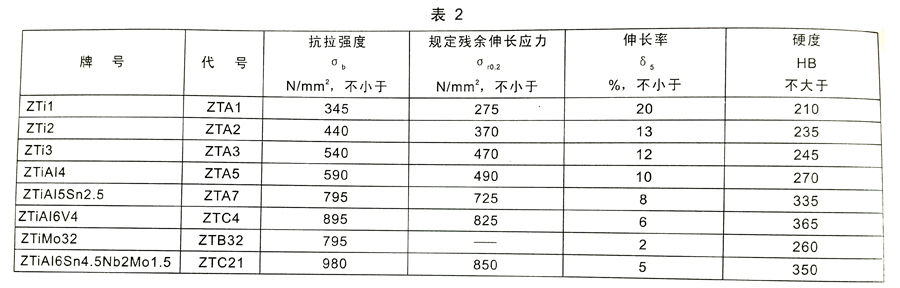
2.3.2 需方對化學成分中的雜質(zhì)元素含量有特殊要求的產(chǎn)品,其力學性能指標應(yīng)由供需雙方協(xié)商,并在合同中注明。
2.4 幾何尺寸
2.4.1 鑄件幾何形狀和尺寸應(yīng)符合鑄件圖樣或訂貨協(xié)議的規(guī)定。
2.4.2 尺寸公差
鑄件尺寸公差應(yīng)符合GB/T6414的規(guī)定,一般應(yīng)不低于CT11級。如有特殊要求, 由雙方協(xié)商確定,并在合同中注明。
2.5 表面質(zhì)量
2.5.1 鑄件應(yīng)修整毛刺,表面光潔,不得有粘砂現(xiàn)象。
2.5.2 允許用打磨或其他方法清除鑄件毛刺和表面輕微流痕、冷隔等缺陷。打磨后不允許發(fā)生氧化發(fā)藍,并應(yīng)與基體呈圓滑過渡。鑄件打磨后應(yīng)保證符合鑄件圖樣尺寸的要求。不允許打磨的部位應(yīng)在圖樣和合同中注明。
2.5.3 鑄件不應(yīng)有裂紋和穿透性孔洞,對鑄件密封面的要求應(yīng)在圖樣和合同中注明。
2.5.4 需方對鑄件表面質(zhì)量有特殊要求時,由供需雙方協(xié)商確定。
2.5.5 需方要求并在合同中注明時,鑄件表面可參照GB9443進行無損檢驗或由雙方協(xié)商確定。

2.6 內(nèi)部質(zhì)量
2.6.1 需方要求并在合同中注明時,鑄件可進行X射線檢查,檢驗方法和質(zhì)量判定標準參照GB5677的要求,或由雙方協(xié)商確定。
2.7 焊接修補
2.7.1 鑄件上裸露的氣孔、縮孔、疏松、裂紋、夾雜和打磨后的尺寸缺陷,允許進行焊補、焊補前對缺陷部位應(yīng)徹底清除干凈直至露出光亮金屬表面。不允許焊補的部位,應(yīng)在合同中注明。
2.7.2 加工過程中暴露的缺陷,或X射線檢查發(fā)現(xiàn)的缺陷,根據(jù)需要可進行焊補。
2.7.3 焊補應(yīng)在真空或氬氣保護下進行,焊縫不得有嚴重氧化現(xiàn)象。
2.7.4 填充焊絲一般可采用與鑄件相應(yīng)牌號的材料或同一類型低一強度級別的材料, 其質(zhì)量應(yīng)符合GB3623的規(guī)定。焊前,焊絲表面應(yīng)清潔干凈,如有油污應(yīng)進行清洗。
2.8 熱處理
2.8.1 鑄件焊補后根據(jù)需要可進行消除應(yīng)力退火處理。
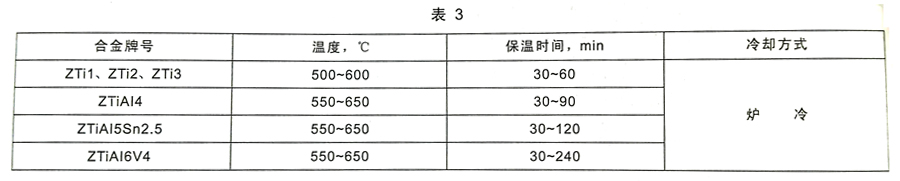
2.8.2 對形狀復雜,或使用條件苛刻的重要鑄件,需方要求并在合同中注明時,應(yīng)在真空中進行消除應(yīng)力退火處理。常用鑄造鈦及鈦合金消除應(yīng)力退火處理制度可參照表3。其他合金的熱處理制度由雙方協(xié)商確定。
2.8.3 對內(nèi)部質(zhì)量有特殊要求的鑄件可進行熱等靜壓處理,熱等靜壓制度由雙方協(xié)商確定。
3、試驗方法
3.1 鑄件化學成分的仲裁分析方法按GB4698進行。
3.2 鑄件室溫拉伸試驗按GB228進行。力學性能試樣推薦采用GB6397的R7號試樣。
3.3 鑄件硬度試驗按GB231進行。
3.4 鑄件表面質(zhì)量檢查用目視方法或按GB9443進行。
3.5 鑄件內(nèi)部質(zhì)量檢查按GB5677進行。
tag標簽:鈦加工件