



發(fā)布日期:2020-5-22 16:04:13
附錄A
(規(guī)范性附錄)
B類TA15鈦合金棒材超聲檢驗(yàn)方法
A.1 范圍
本附錄規(guī)定了飛機(jī)結(jié)構(gòu)件用TA15鈦合金棒材超聲波檢驗(yàn)的檢測(cè)要求、檢驗(yàn)方式、檢驗(yàn)程序和檢驗(yàn)結(jié)果的評(píng)定等。
本附錄適用于專用的直徑為12mm~300mm的飛機(jī)結(jié)構(gòu)件用TA15鈦合金鍛造和軋制棒材的超聲波檢驗(yàn)。
A.2 檢測(cè)要求
A.2.1人員
操作人員應(yīng)達(dá)到部級(jí)或與此相當(dāng)?shù)膶W(xué)會(huì)級(jí)Ⅰ級(jí)(初級(jí))或I級(jí)以上人員資格水平;簽發(fā)及解釋檢驗(yàn)報(bào)告人員應(yīng)達(dá)到部級(jí)或與此相當(dāng)?shù)膶W(xué)會(huì)級(jí)Ⅱ級(jí)或Ⅱ級(jí)以上人員資格水平。
A.2.2 設(shè)備
檢驗(yàn)用儀器和探頭應(yīng)滿足GJB 1580-1993中規(guī)定的技術(shù)要求。對(duì)應(yīng)直徑大于20mm的棒材, 所用縱波探頭頻率為2.5MHz~10MHz, 換能器直徑為6mm~20mm; 橫波探頭頻率為2MHz~5MHz, 換能器直徑或邊長(zhǎng)為14mm~20mm。對(duì)于直徑小于20mm的棒材, 推薦采用頻率為10MHz、換能器直徑為6mm~12mm的水浸聚焦探頭。儀器與探頭的組合性能,應(yīng)滿足整個(gè)探測(cè)范圍內(nèi)檢測(cè)靈敏度和分辨率的要求。
A.2.3 對(duì)比試塊
對(duì)比試塊應(yīng)采用與被檢驗(yàn)棒材的聲傳播特性相同或相近的材料制成。試塊的曲率半徑應(yīng)不超過(guò)被檢件曲率半徑的25%, 必要時(shí)還應(yīng)制作曲率半徑更為接近的試塊。縱波試塊按GJB 1580-1993中5.1.2. 2的要求制作,應(yīng)至少含有埋深為D/4(D為試塊直徑)、D/2、3D/4的平底孔,平底孔孔徑按照材料技術(shù)條件規(guī)定的級(jí)別制作。直徑大于等于120mm的棒材,應(yīng)增加埋深接近于直徑(差值小于10mm)的平底孔,此時(shí)允許不采用埋深為3D/4的平底孔。直徑小于20mm的棒材,允許不采用埋深為D/4的平底孔。
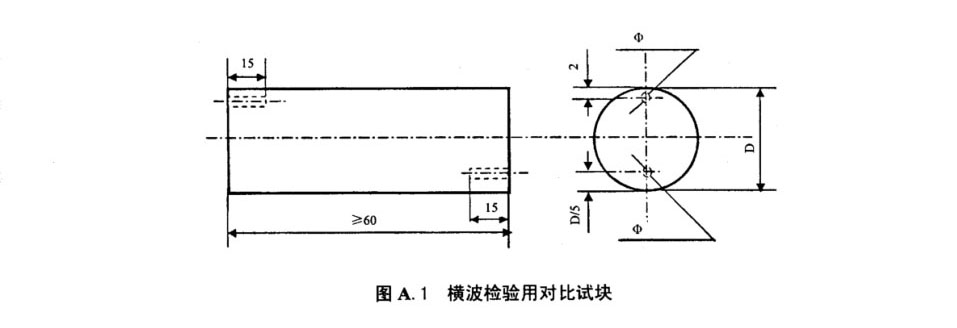
橫波試塊如圖A.1所示。當(dāng)對(duì)比試塊與被檢棒材存在聲衰減的差異時(shí),應(yīng)比較對(duì)比試塊與棒材的一次底反射波的分貝差值,并進(jìn)行修正。
A.2.4 棒材表面狀態(tài)
棒材表面應(yīng)用圓頭刀具車削或磨削加工,表面粗糙度的Ra值應(yīng)不大于3.2um。
A.3 檢驗(yàn)方式
A.3.1 對(duì)每一根棒材要求進(jìn)行徑向縱波和周向橫波檢驗(yàn)。
A.3.2 徑向檢驗(yàn)應(yīng)采用縱波水浸法探傷,也可采用縱波接觸法探傷。水浸法探傷時(shí),可采用聚焦探頭。接觸法探傷時(shí),對(duì)直徑小于40mm的棒材,可采用雙晶探頭進(jìn)行檢驗(yàn)。
A.4 檢驗(yàn)程序
A.4.1 徑向檢驗(yàn)
A.4.1.1 調(diào)整儀器靈敏度(水浸法檢驗(yàn)時(shí),可同時(shí)調(diào)節(jié)水距),使來(lái)自試塊中任何一個(gè)平底孔的反射波高不低于熒光屏飽和值的80%。當(dāng)棒材直徑大于120mm時(shí),可以采用底波計(jì)算法調(diào)整靈敏度。采用底波法檢驗(yàn),起始靈敏度增加的分貝值(4dB)調(diào)整按式(A.1)計(jì)算:
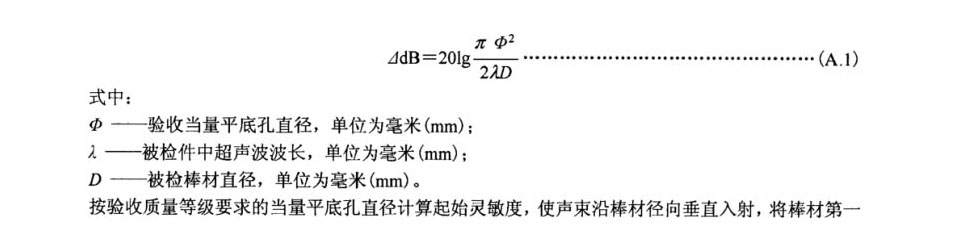
按驗(yàn)收質(zhì)量等級(jí)要求的當(dāng)量平底孔直徑計(jì)算起始靈敏度,使聲束沿棒材徑向垂直入射,將棒材第一次底波反射信號(hào)幅度調(diào)整至熒光屏滿刻度的80%,再按4dB的數(shù)值提高儀器靈敏度,然后按提高后的靈敏度對(duì)棒材進(jìn)行掃查。
A.4.1.2 直徑大于等于150mm的棒材,允許采用半聲程法進(jìn)行探傷。對(duì)于直徑為150mm~200mm的棒材,儀器與探頭組合性能應(yīng)滿足檢測(cè)盲區(qū)不大于6mm;對(duì)于直徑>200mm~300mm的棒材,儀器與探頭組合性能應(yīng)滿足檢測(cè)盲區(qū)不大于8mm。
A.4.1.3 保持調(diào)定的儀器靈敏度不變(水浸法還應(yīng)保持水距不變),進(jìn)行整根棒材的檢驗(yàn)。
A.4.1.4 在檢查過(guò)程中, 探頭移動(dòng)的線速度不應(yīng)大于4m/min, 掃查的間距不應(yīng)大于探頭聲束的有效直徑的一半。
A.4.2 周向檢驗(yàn)
A.4.2.1 接觸法探傷時(shí),探頭斜楔的設(shè)計(jì)應(yīng)使聲束、外邊緣在棒材內(nèi)不產(chǎn)生縱波和表面波。
A.4.2.2 用橫波試塊調(diào)整儀器靈敏度(水浸法檢驗(yàn)時(shí),可同時(shí)調(diào)整水距和聲束入射角),使來(lái)自試塊中任何一個(gè)橫孔的反射波高不低于熒光屏飽和值的80%。
A.4.2.3保持調(diào)定的儀器靈敏度不變(水浸法還應(yīng)保持水距和入射角不變),沿圓周方向移動(dòng)探頭或使棒材旋轉(zhuǎn)動(dòng),進(jìn)行整根棒材的檢驗(yàn)。
A.4.2.4 在檢查過(guò)程中, 探頭移動(dòng)的線速度不應(yīng)大于4m/min, 掃查的間距不應(yīng)大于探頭聲束的有效直徑的一半。
A.5 檢驗(yàn)結(jié)果的評(píng)定
A.5.1 檢驗(yàn)過(guò)程中發(fā)現(xiàn)的單個(gè)缺陷,應(yīng)評(píng)定其當(dāng)量尺寸。不同方法評(píng)定存在爭(zhēng)議時(shí),以試塊對(duì)比法為準(zhǔn)。
A.5.2 長(zhǎng)條形缺陷長(zhǎng)度的測(cè)量和底波反射損失的評(píng)定, 可按GJB 1580-1993中規(guī)定的方法進(jìn)行。
A.6、 質(zhì)量驗(yàn)收級(jí)別
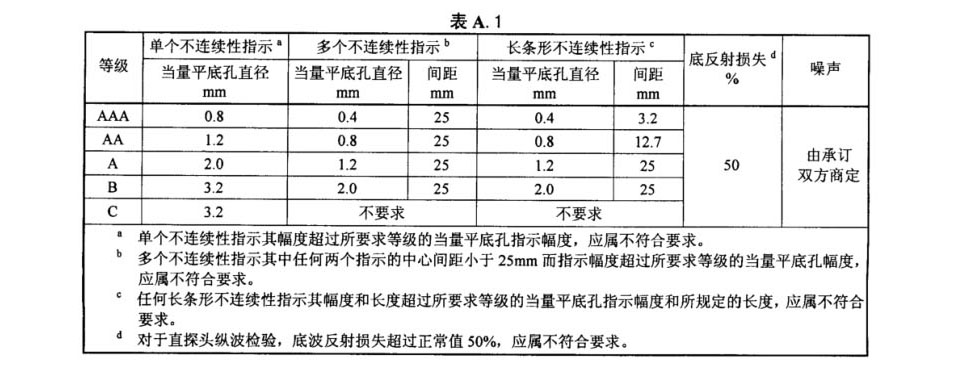
材料技術(shù)條件中,應(yīng)按表A.1指明不同規(guī)格棒材的驗(yàn)收等級(jí)及要求的噪聲。
A.7 、驗(yàn)收、拒收與處理
A.7.1 凡符合棒材驗(yàn)收技術(shù)條件中有關(guān)規(guī)定的可以驗(yàn)收,否則應(yīng)拒收。
A.7.2 縱波檢驗(yàn)時(shí),當(dāng)噪聲超過(guò)規(guī)定要求時(shí),允許更換探頭,采用噪聲滿足要求者進(jìn)行檢驗(yàn)。若仍不滿足要求,該棒材應(yīng)拒收。
A.7.3 超聲檢驗(yàn)發(fā)現(xiàn)的任何異常情況,應(yīng)進(jìn)行分析。
A.7.4 當(dāng)發(fā)生技術(shù)條件中未包括的情況時(shí),應(yīng)由承訂雙方協(xié)商處理。
tag標(biāo)簽:TA15鈦合金棒規(guī)范