



á¯É»(n®®i)‚Å∫œΩ∏þÀŸ«–œ˜º”π§‘áÚû(y®§n)—–æø∏≈ ˆ
∞l(f®°)≤º»’∆⁄£∫2021-10-19 17:27:23
1°¢“˝—‘
‚Å∫œΩæþ”–±»èä(qi®¢ng)∂»∏þ°¢ƒÕü·–‘∫√∫ÕøπŒg–‘èä(qi®¢ng)µ»Ãÿ¸c(di®£n)£¨±ªèV∑∫ë™(y®©ng)”√”⁄∫Ωø’∫ΩÃÏ°¢Œ‰∆˜—blj“‘º∞∆˚Ðá÷∆‘ϵ»ÓI(l®´ng)”Ú£¨≥£”√”⁄÷∆‘ÏÔwôC(j®©)ΩY(ji®¶)òã(g®∞u)º˛°¢åß(d®£o)èóö§Ûw°¢ðp–Õª≈⁄≤øº˛∫Õ∆˚Ðá∞l(f®°)Ñ”ôC(j®©)þBóUµ»°£µ´”…”⁄∆‰åß(d®£o)ü·–‘≤Ó°¢ªØåW(xu®¶)ªÓ–‘èä(qi®¢ng)£¨ πµ√‘⁄«–œ˜º”π§þ^≥Ã≥ˆ¨F(xi®§n)«–œ˜¡¶¥Û°¢«–œ˜úÿ∂»∏þ∫Õµ∂æþƒ•ìpá¿(y®¢n)÷ÿµ»ÜñÓ}£¨å¶π§º˛“—º”π§±Ì√ÊŸ|(zh®¨)¡øÆa(ch®£n)…˙≤ª¿˚”∞Ì루‘ˆº”…˙Æa(ch®£n)≥…±æ£¨ΩµµÕ…˙Æa(ch®£n)–߬ £¨åß(d®£o)÷¬åç(sh®™)ÎH…˙Æa(ch®£n)º”π§þ^≥Ã÷–µƒ«–œ˜ÀŸ∂»“ª∞„‘⁄50m/min“‘œ¬°£
∏þÀŸ«–œ˜º”π§ºº–g(sh®¥)”…”⁄æþ”–∏þ–߬ °¢∏þæ´∂»°¢∏þ±Ì√ÊŸ|(zh®¨)¡ø∫Õø…º”π§∏þ”≤≤ƒ¡œµ»Éû(y®≠u)¸c(di®£n)£¨‘⁄π§òI(y®®)…˙Æa(ch®£n)÷–µ√µΩ¡À‘ΩÅÌ‘ΩèV∑∫µƒë™(y®©ng)”√°£ûÈ÷∏þ…˙Æa(ch®£n)–߬ ∫ÕΩµµÕ…˙Æa(ch®£n)≥…±æ£¨åW(xu®¶)’þÇÉ·ò嶂Å∫œΩ∏þÀŸ«–œ˜º”π§þM(j®¨n)––¡À¥Û¡ø‘áÚû(y®§n)—–æø°£±æŒƒå¶Ω¸ƒÍÅÌ‘⁄‚Å∫œΩ∏þÀŸ«–œ˜ÓI(l®´ng)”Úµƒ—–æøþM(j®¨n)’πþM(j®¨n)––¡ÀøÇΩY(ji®¶)£¨÷ÿ¸c(di®£n)∑÷Œˆ¡À‘⁄‰è˝X–Œ«––º°¢«–œ˜¡¶°¢«–œ˜úÿ∂»°¢º”π§±Ì√ÊŸ|(zh®¨)¡ø∫Õµ∂æþƒ•ìp∑Ω√ʵƒ‘áÚû(y®§n)ΩY(ji®¶)π˚£¨÷∏≥ˆ¡Àƒø«∞¥Ê‘⁄µƒÜñÓ}“‘º∞Éû(y®≠u)ªØ⁄ÖÑð£¨÷º‘⁄¥ŸþM(j®¨n)‚Å∫œΩ∏þÀŸ«–œ˜º”π§ºº–g(sh®¥)µƒ∞l(f®°)’π°£
2°¢‰è˝X–Œ«––ºµƒ—–æø
‰è˝X–Œ«––º «‚Å∫œΩ‘⁄∏þÀŸ«–œ˜ïrµƒµ‰–Õ«––º–ŒëB(t®§i)£¨ï˛“˝∆«–œ˜¡¶µƒ÷Ð∆⁄–‘≤®Ñ”£¨º”Ñ°µ∂æþƒ•ìp£¨ΩµµÕπ§º˛“—º”π§±Ì√ÊŸ|(zh®¨)¡ø°£“Ú¥À£¨å¶‰è˝X–Œ«––ºµƒ—–æø“ª÷±∂º «åW(xu®¶)’þÇÉ÷ÿ¸c(di®£n)ÍP(gu®°n)◊¢µƒÉ»(n®®i)»ð°£
2.1 «––ºŒ¢”^–Œ√≤
Barry J.µ»Õ®þ^Ti6Al4V’˝ΩªÐ᜘‘áÚû(y®§n)∞l(f®°)¨F(xi®§n)£¨‘⁄«–œ˜ÀŸ∂»∫Õ«–œ˜∫Ò∂»ð^µÕïr£¨Æa(ch®£n)…˙∑«÷Ð∆⁄–‘‰è˝X–Œ«––º£¨ÎS÷¯«–œ˜ÀŸ∂»∫Õ«–œ˜∫Ò∂»µƒ‘ˆº”£¨«––ºå¢ÞD(zhu®£n)◊É?y®≠u)È÷Ð∆⁄–‘‰è˝XÝÓ«––º°£Molinari A.µ»Ñt‘⁄‘áÚû(y®§n)÷–∞l(f®°)¨F(xi®§n)£¨Æî(d®°ng)0.01m/s≤vc≤21m/sïr£¨«––ºûÈþB¿m(x®¥)‰è˝X–º£ªÆî(d®°ng)vc£æ21m/sïr£¨«––ºûÈ≤ªþB¿m(x®¥)‰è˝X–º£¨∆∆ÀÈ≥…–°âK°£Œƒ´I(xi®§n)£€6£ð—–æø¡ÀÓù’Òå¶Ti6Al4V‰è˝X–Œ«––º–ŒëB(t®§i)µƒ”∞Ì루÷≥ˆ‰è˝X–Œ«––ºµƒ˝X–Œ≈cÓùÑ”∑˘∂»œýå¶ë™(y®©ng)°£‘⁄üoÓù’Òµƒ«Èõrœ¬£¨‰è˝X–Œ«––ºµƒ˝X–Œ¥Û–°æ˘ÑÚ«“ÜŒ‘™≈≈≤ºæo√У®“äàD1a£©£¨∂¯‘⁄Óù’Òólº˛œ¬Ñtï˛–Œ≥……Ÿ¡øµƒ¥Û˝X£¨”–ïr“≤ï˛”–ð^¥Û˝X∫Õð^–°˝XΩªÃÊ≥ˆ¨F(xi®§n)µƒ¨F(xi®§n)œÛ£®“äàD1b£©°£
àD1 Óù’Òå¶Ti-6Al-4V‰è˝X–Œ«––ºµƒ”∞Ìë
‘⁄∏…Ð᜘Ti6Al4Vïr£¨Sun S.µ»∞l(f®°)¨F(xi®§n)‘⁄µÕ«–œ˜ÀŸ∂»∫Õ∏þþM(j®¨n)ΩoÀŸ∂»µƒólº˛œ¬£¨“ª¥Œ«–œ˜÷––Œ≥…¡ÀþB¿m(x®¥)∫Õ‰è˝XÝÓ«––º£¨«“‰è˝X–Œ«––º÷–Œ¥◊É–Œ±Ì√ʵƒÈL∂»å¢ÎS÷¯þM(j®¨n)ΩoÀŸ∂»µƒ‘ˆº”∂¯‘ˆ¥Û£¨≈c«–œ˜ÀŸ∂»∫Õ«–œ˜…Ó∂»üoÍP(gu®°n)°£Wang B.µ»Ñtª˘”⁄Molinariµƒ‘áÚû(y®§n)ΩY(ji®¶)π˚£¨‘⁄«–œ˜∫Ò∂»ûÈ0.1mmµƒ«Èõrœ¬£¨—–æø¡À«–œ˜ÀŸ∂»‘⁄50~3000m/min∑∂á˙É»(n®®i)’˝Ωª«–œ˜Ti-6Al-4Vïrµƒ«––º–ŒëB(t®§i)°£∞l(f®°)¨F(xi®§n)Æî(d®°ng)«–œ˜ÀŸ∂»ûÈ2500m/minïr£¨‰è˝X–Œ«––ºµƒ∑÷πù(ji®¶)Ãéå¢ï˛ÕÍ»´îý¡—£¨þM(j®¨n)∂¯◊É?y®≠u)ÈÀÈîý«––º£¨‰è˝XÝÓ«––ºµƒ–ŒëB(t®§i)∫Õ±Ì√ÊÓÅ…´“≤ï˛”–À˘◊ɪذ£Sui S.C.µ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨Æî(d®°ng)?sh®¥)∂æþƒ•ìp‘ˆº”ïr£¨«––ºÓÅ…´◊É…Ó°£
‘⁄‰è˝X–Œ«––ºµƒé◊∫Œ–Œ√≤∑Ω√Ê£¨Schulz H.µ»≤…”√‰è˝XªØ≥Ã∂»GsÅ̱̒˜‰è˝X–Œ«––ºµƒ—ðªØ£¨∞l(f®°)¨F(xi®§n)«–œ˜”√¡ø»˝“™Àÿ÷–£¨÷ª”–«–œ˜ÀŸ∂»∫Õ√ø˝XþM(j®¨n)Ωo¡ø”∞Ìë«––ºµƒ‰è˝XªØ≥Ã∂»°£Cotterell M.µ»Õ®þ^Ti6Al4V’˝ΩªÐ᜘‘áÚû(y®§n)£¨∞l(f®°)¨F(xi®§n)‘⁄4~140m/minµƒ«–œ˜ÀŸ∂»∑∂á˙É»(n®®i)æ˘ø…”^≤ÏµΩ‰è˝X–Œ«––º£¨«“‰è˝XªØ≥Ã∂»ï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯‘ˆ¥Û£¨ÎSþM(j®¨n)Ωo¡øµƒ‘ˆº”∂¯úp–°°£Mohammad Simaµ»“≤µ√≥ˆ¡ÀÓêÀ∆ΩY(ji®¶)’죨≤¢þM(j®¨n)“ª≤Ω∞l(f®°)¨F(xi®§n)‰è˝XªØ≥Ã∂»ï˛ÎS÷¯µ∂æþ«∞Ω«µƒúp–°∂¯ΩµµÕ£¨‰è˝XÝÓ«––ºµƒ¬ðæýÑtï˛ÎS÷¯«–œ˜ÀŸ∂»µƒΩµµÕ°¢«–œ˜∫Ò∂»µƒ‘ˆº”“‘º∞µ∂æþ«∞Ω«µƒúp–°∂¯‘ˆº”°£Œƒ´I(xi®§n)£€13£¨14£ðµƒ—–æø±Ì√˜£¨Æî(d®°ng)«–œ˜ÀŸ∂»‘ˆº”ïr£¨Ti6Al4Vµƒ«––º∫Ò∂»°¢‰è˝XÈgæý°¢‰è˝X∏þ∂»∂ºï˛ÎS÷Æúp–°°£Æî(d®°ng)«–œ˜ÀŸ∂»≥¨þ^48.75m/minïr£¨«––ºèƒéßÝÓ◊É≥…‰è˝XÝÓ£¨‘ì«–œ˜ÀŸ∂»ûÈ«––º–ŒëB(t®§i)ÞD(zhu®£n)◊ɵƒ≈RΩÁ«–œ˜ÀŸ∂»°£
Sutter G.µ»‘⁄”^≤Ï¡ÀÐ᜘º”π§Ti6Al4V∫Û´@µ√µƒ‰è˝X–Œ«––ºµ√÷™£¨‘⁄ð^∏þµƒ«–œ˜ÀŸ∂»∫Õ«–œ˜∫Ò∂»£®vc£æ45m/s£¨ac£æ0.25mm£©œ¬‰è˝X–Œ«––ºûÈ“é(gu®©)Ñtµƒ»˝Ω«–Œ°£«–œ˜ÀŸ∂»ï˛”∞Ìë«––ºµƒ‰è˝XÓl¬ °¢ºÙ«–Ω«∫Õ¡—ºyÈL∂»£¨å¶«––ºµƒ–Œ≥…”∞Ìë◊Ó¥Û°£Ke Q.C.µ»Õ®þ^’˝ΩªÐ᜘‘áÚû(y®§n)÷∏≥ˆ£¨‘⁄µÕÀŸ£®10~40m/min£©°¢÷–ÀŸ£®40~100m/min£©°¢∏þÀŸ£®100~160m/min£©ólº˛œ¬£¨Ti6Al4V«––º–Œ√≤∑÷ÑeûÈ≤ªþB¿m(x®¥)°¢ÈLæÌ«˙∫ÕþB¿m(x®¥)ÝÓ°£ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”£¨ºÙ«–ª¨“∆æýÎx∫Õª¨“∆Ω«ï˛ÎS÷Æ‘ˆ¥Û£ª‘⁄þM(j®¨n)Ωo¡ø‘ˆº”ïr£¨ºÙ«–ª¨“∆æýÎx‘ˆ¥Û£¨ª¨“∆Ω«úp–°°£
‘⁄‚Å∫œΩµƒ∏þÀŸ„䜘þ^≥Ã÷–£¨‰è˝XªØ≥Ã∂»ï˛ÎS÷¯„䜘ÀŸ∂»∫ÕþM(j®¨n)Ωo¡øµƒ‘ˆº”∂¯◊ɵ√∏¸º”√˜Ô@°£µ´‘ˆ¥Ûµ∂æþ«∞Ω«ïr£¨«––ºµƒ‰è˝XªØ≥Ã∂»ΩµµÕ£¨‰è˝Xµ◊Ω«∫ÕÌîΩ«∂ºï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯úp–°°£
2.2 –Œ≥…ôC(j®©)¿Ì
‰è˝X–Œ«––ºµƒ–Œ≥…ôC(j®©)¿Ìƒø«∞»‘»ª¥Ê‘⁄Ýé◊h£¨÷˜“™ø…öwº{ûÈΩ^ü·ºÙ«–¿Ì’죮ü·ÀЖ‘ ß∑Ä(w®ßn)åß(d®£o)÷¬µƒºØ÷–ºÙ«–£¨“äàD2£©∫Õ÷Ð∆⁄¥ý–‘îý¡—¿Ì’죮¡—ºy’T∞l(f®°)é◊∫Œ ß∑Ä(w®ßn)åß(d®£o)÷¬µƒºØ÷–ºÙ«–£¨“äàD3£©°£Molinari A.µ»°¢Ye G.G.µ»°¢Wu H.B.µ»°¢Ñ¢˚êæ͵»æ˘Õ®þ^‘áÚû(y®§n)—–æø÷≥ˆ£¨‰è˝X–Œ«––ºµƒ–Œ≥… «”…”⁄ð^»ıµƒü·ôC(j®©)–µ≤ª∑Ä(w®ßn)∂®–‘åß(d®£o)÷¬Ω^ü·ºÙ«–éß◊É–ŒÀ˘“˝∆£¨’J(r®®n)ûÈü·ÀЖ‘ ß∑Ä(w®ßn)åß(d®£o)÷¬µƒºØ÷–ºÙ«– «‰è˝X–Œ«––º–Œ≥…µƒ∏˘±æ‘≠“Ú°£
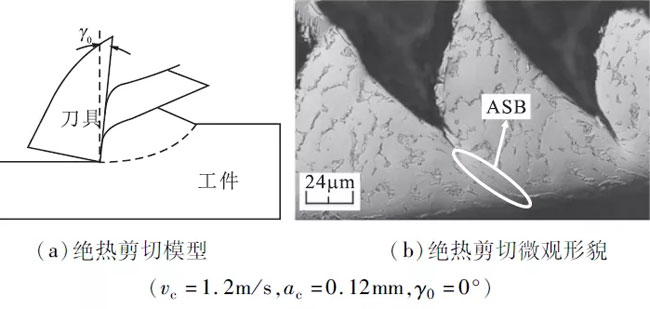
àD2 Ω^ü·ºÙ«–
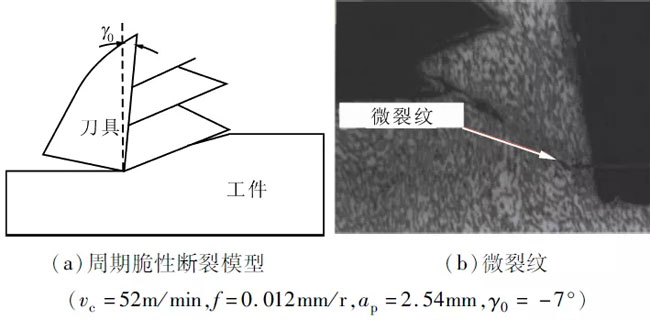
àD3 ÷Ð∆⁄¥ý–‘îý¡—
∂¯Œƒ´I(xi®§n)£€23-25£ðÑt’J(r®®n)ûȉè˝X–Œ«––ºµƒ–Œ≥…ôC(j®©)¿ÌûÈ÷Ð∆⁄¥ý–‘îý¡—¿Ì’ì°£º¥‰è˝X–Œ«––ºµƒ–Œ≥… «”…”⁄‘⁄«–œ˜þ^≥Ã÷–£¨±ª«–œ˜å”≤ƒ¡œ‘⁄µ∂æþ◊˜”√œ¬É»(n®®i)≤øÆa(ch®£n)…˙Ìg–‘îý¡—£¨µ⁄“ª◊É–ŒÖ^(q®±)É»(n®®i)ºÙ«–øπ¡¶”…”⁄¡—ºyµƒÆa(ch®£n)…˙∂¯ΩµµÕ£¨èƒ∂¯∞l(f®°)…˙ºØ÷–ºÙ«–◊É–Œ£¨≤¢–Œ≥…ºØ÷–ºÙ«–éߣ¨åß(d®£o)÷¬«–œ˜å”≤ƒ¡œ—ÿºÙ«–éߪ¨“∆À˘“˝∆°£
ƒø«∞ÍP(gu®°n)”⁄‚Å∫œΩ‰è˝X–Œ«––ºµƒ–Œ≥…ôC(j®©)¿Ì£¨¥Û∂ýîµ(sh®¥)åW(xu®¶)’þ∂ºð^ûÈ’J(r®®n)ø…Ω^ü·ºÙ«–¿Ì’죨’J(r®®n)ûȉè˝X–Œ«––ºÆa(ch®£n)…˙µƒ∏˘±æ‘≠“Ú «ü·ÀЖ‘ ß∑Ä(w®ßn)åß(d®£o)÷¬µƒºØ÷–ºÙ«–°£
2.3 Ω^ü·ºÙ«–éß
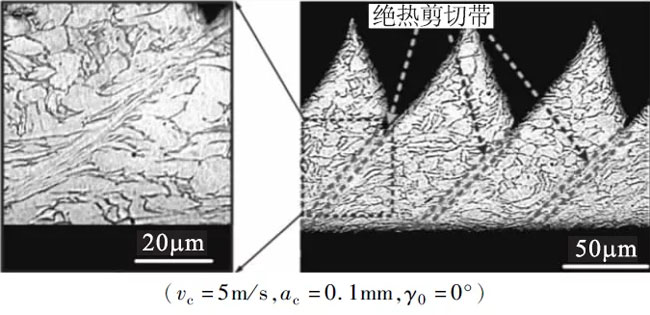
Ω^ü·ºÙ«–¨F(xi®§n)œÛ «‰è˝X–Œ«––º–Œ≥…þ^≥Ã÷–◊Óµ‰–ÕµƒÃÿ’˜£¨‘ì¨F(xi®§n)œÛµƒ≥ˆ¨F(xi®§n) πµ√«––ºÉ»(n®®i)≤ø◊É–Œ≤ªæ˘ÑÚ£¨◊ÓΩK–Œ≥…µƒ«––º≥ ¨F(xi®§n)‰è˝XÝÓ°£‘⁄∏þë™(y®©ng)◊É∫Õ∏þë™(y®©ng)◊ɬ ◊˜”√œ¬£¨æ÷≤øÖ^(q®±)”Ú”…ÛE»ª…˝úÿ“˝∆ü·ÐõªØ–ßë™(y®©ng)£¨≥¨þ^≤ƒ¡œ”…ë™(y®©ng)◊ÉÆa(ch®£n)…˙µƒë™(y®©ng)◊É”≤ªØ∫Õë™(y®©ng)◊ɬ èä(qi®¢ng)ªØ–ßë™(y®©ng)£¨≤ƒ¡œ∞l(f®°)…˙ü·ÀЖ‘ ß∑Ä(w®ßn)£¨Æa(ch®£n)…˙≈c÷Ðá˙ª˘Ûw≤ƒ¡œ≤ÓÑeð^¥ÛµƒºØ÷–ºÙ«–ª¨“∆◊É–Œ£¨–Œ≥…∏þ∂»æ÷≤øªØµƒºÙ«–ª¨“∆éߣ¨º¥ASBΩ^ü·ºÙ«–éߣ®“äàD4£©°£
àD4 Ti-6Al-4V«––º÷–µƒΩ^ü·ºÙ«–éß
ûÈÃΩæøASBµƒ–Œ≥…º∞—ðªØôC(j®©)÷∆£¨Ranc N.µ»‘⁄µÕúÿ£®50°Ê~300°Ê£©ólº˛œ¬å¶«––º÷–µƒASBþM(j®¨n)––¡À”^≤Ï£¨’J(r®®n)ûÈASBµƒÜ¢Ñ”ôC(j®©)÷∆ûÈé◊ÇÄ™ö(d®≤)¡¢µƒASBÕ¨ïrܢє≤¢È_ º…˙ÈL£¨Æî(d®°ng)∆‰÷–“ªÇÄÈ_ ºÇ˜≤•ïr£¨“˝∆ë™(y®©ng)¡¶œ¬Ωµ£¨ π∆‰À˚ASBÕ£÷π…˙ÈL£¨≤¢Æa(ch®£n)…˙“ªÇÄ≤®∂Œ π∆‰—ÿò”±æÀ˘”–÷ÐÈL—”…Ï°£Rittel D.µ»Õ®þ^±O(ji®°n)úy‘áÚû(y®§n)÷–Ti6Al4V‚Å∫œΩë™(y®©ng)¡¶-ë™(y®©ng)◊É-úÿ∂»µƒ—ð◊Éþ^≥ã¨Ã·≥ˆë™(y®©ng)¡¶-ë™(y®©ng)◊É«˙æÄø…∑÷ûÈæ˘ÑÚë™(y®©ng)◊É°¢∑«æ˘ÑÚë™(y®©ng)◊É∫Õ∏þ∂»æ÷≤øªØë™(y®©ng)◊É?n®®i)˝ÇÄÎA∂Œ£¨«“À˘úyúÿ∂»«˙æÄ≈c”ãÀ„µ√≥ˆµƒúÿ∂»«˙æÄœýΩª∫Õ∞l(f®°)…¢µƒ¸c(di®£n)å¶ë™(y®©ng)”⁄Ω^ü·ºÙ«–éßµƒ∆¸c(di®£n)∫ÕΩK¸c(di®£n)°£Wan Z.P.µ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨ASBÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”ø…∑÷ûÈ–Œ◊Ééߣ®÷˜“™Ãÿ’˜ûȺÙë™(y®©ng)◊É∏þ∂»ºØ÷–°¢æß¡£Ñ°¡“¿≠ÈL∫ÕÀȪأ©°¢–Œ◊Ééß∫ÕÞD(zhu®£n)◊Ééß°¢ÞD(zhu®£n)◊Ééߣ®÷˜“™Ãÿ’˜ûÈ∞l(f®°)…˙œý◊ɪڑŸΩY(ji®¶)æߣ©°£
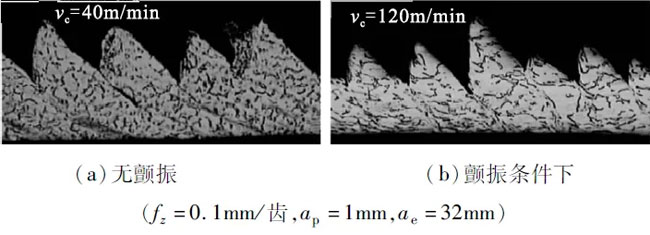
2016ƒÍ£¨Li P.N.µ»Ð᜘Ti6Al4V‚Å∫œΩïr£¨‘⁄ð^µÕ«–œ˜ÀŸ∂»œ¬µƒ«––º÷–”^≤ÏµΩ¡ÀΩ^ü·ºÙ«–éߣ¨«“∞l(f®°)¨F(xi®§n)‘⁄œýÕ¨«––ºÈL∂»÷–ASBµƒîµ(sh®¥)¡øï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆ¥Û£¨≥ œ»úp–°∫Û‘ˆ¥Ûµƒ⁄ÖÑð£®≤®π»≥ˆ¨F(xi®§n)‘⁄vc=110~140m/minÀŸ∂»Ö^(q®±)Èg£©°£ÎS∫Û£¨Wang F.µ»‘⁄≥£“é(gu®©)¿‰Ös≠h(hu®¢n)æ≥œ¬å¶¥ÀÓê‚Å∫œΩþM(j®¨n)––¡À∏þÀŸ„䜘‘áÚû(y®§n)£¨ΩY(ji®¶)π˚Ô@ 棨Æî(d®°ng)«–œ˜ÀŸ∂»ûÈ150m/minïr£¨”…”⁄È_ ºÆa(ch®£n)…˙ASB∫Õ∑«æ˘ÑÚ‰è˝X–Œ«––º£¨åß(d®£o)÷¬∏þÓl’Ò é«–œ˜¡¶°£∂¯≤…»°µÕúÿ¿‰Ösïr£¨‘⁄«–œ˜ÀŸ∂»ûÈ50~200m/minµƒ∑∂á˙É»(n®®i)≤¢Œ¥–Œ≥…√˜Ô@ASB°£
‘⁄Ω^ü·ºÙ«–Ï`√Ù–‘∑Ω√Ê£¨Li J.Q.µ»—–æø¡À‘⁄œýÕ¨«–œ˜ólº˛œ¬«–œ˜TA2≈cTi6Al4V‚Å∫œΩÀ˘´@µ√µƒÉ…∑N≤ªÕ¨«––º£¨ΩY(ji®¶)π˚±Ì√˜£¨Ti6Al4V‚Å∫œΩ±»TA2∫œΩ∏¸»ð“◊≥ˆ¨F(xi®§n)‰è˝X–Œ«––º£¨Õ®þ^…ӻΗ–æø∞l(f®°)¨F(xi®§n)‰è˝X–Œ«––ºµƒ≥ˆ¨F(xi®§n)≈c”…ÉrÎä◊”îµ(sh®¥)±Ì’˜µƒΩ^ü·ºÙ«–Ï`√Ù–‘”–ÍP(gu®°n)£¨Ï`√Ù∂»‘Ω∏þ‘Ω»ð“◊Æa(ch®£n)…˙‰è˝X–Œ«––º°£
°°°°3°¢«–œ˜¡¶—–æø
«–œ˜¡¶“ª÷± «∏þÀŸ«–œ˜º”π§‘áÚû(y®§n)—–æøµƒ÷˜“™É»(n®®i)»ð£¨åW(xu®¶)’þÇÉ‘⁄‚Å∫œΩ∏þÀŸ«–œ˜µƒ«–œ˜¡¶∑Ω√Ê“≤È_’π¡À¥Û¡øπ§◊˜°£
3.1 ∏þÀŸÐ᜘
Õ®þ^Ti6Al4V∫œΩµƒ∏þÀŸ∏…Ð᜘‘áÚû(y®§n)£¨Sun S.µ»∞l(f®°)¨F(xi®§n)‘⁄‰è˝X–Œ«––ºµƒ–Œ≥…þ^≥Ã÷–£¨«–œ˜¡¶Æa(ch®£n)…˙¡À÷Ð∆⁄–‘◊ɪأ¨«“«–œ˜¡¶µƒÓl¬ ≈c‰è˝XÓl¬ ª˘±æ“ª÷¬£¨ï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯‘ˆ¥Û£¨ÎS÷¯þM(j®¨n)ΩoÀŸ∂»µƒ‘ˆº”∂¯úp–°£¨∆‰’Ò∑˘≈c«–œ˜…Ó∂»∫ÕþM(j®¨n)ΩoÀŸ∂»≥…’˝±»°£Æî(d®°ng)vc£æ57m/minïr£¨∏þÓl—≠≠h(hu®¢n)¡¶’Ò∑˘ï˛ÎS«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯úp–°°£Õıï‘«Ÿµ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚Ñt±Ì√˜£¨‘⁄«–œ˜…Ó∂»∫ÕþM(j®¨n)Ωo¡ø“ª∂®µƒ«Èõrœ¬£¨”…”⁄µ∂æþÑ°¡“ƒ•ìp£¨µ∂æþ»–ø⁄∞ÎèΩ‘ˆ¥Û£¨å¢ πµ√«–œ˜¡¶ÎS÷¯«–œ˜ÈL∂»µƒ‘ˆº”∂¯÷ùu‘ˆ¥Û£¨«“≈c«–œ˜ÀŸ∂»≥…’˝±»°£
“—”–—–æø±Ì√˜£¨‘⁄µ∂æþ’˝≥£ƒ•ìpÎA∂Œ£¨«–œ˜¡¶≈cµ∂æþƒ•ìp≥ ÿì(f®¥)œýÍP(gu®°n)ÍP(gu®°n)œµ£ª∂¯‘⁄º±Ñ°ƒ•ìpÎA∂Œ£¨«–œ˜¡¶≈cµ∂æþƒ•ìp≥ ’˝œýÍP(gu®°n)ÍP(gu®°n)œµ£¨«“å¢210Nø¥◊˜ «µ∂æþÆa(ch®£n)…˙Ñ°¡“ƒ•ìpïrµƒ≈RΩÁ«–œ˜¡¶°£Õ®þ^嶱»∆‰À˚µ∂æþ≤ƒ¡œ£¨∞l(f®°)¨F(xi®§n)‘⁄∏þÀŸ°¢µÕþM(j®¨n)Ωo¡ø°¢µÕ±≥≥‘µ∂¡øµƒ«–œ˜ólº˛œ¬£¨ π”√PCBNµ∂æþº”π§‚Å∫œΩïrÀ˘´@µ√µƒ«–œ˜¡¶∏¸º”∆Ω∑Ä(w®ßn)°£
øÇÛwÅÌø¥£¨«–œ˜Ö¢îµ(sh®¥)嶫–œ˜¡¶µƒ”∞Ìë”…¥ÛµΩ–°“¿¥Œ ««–œ˜…Ó∂»°¢þM(j®¨n)Ωo¡ø°¢«–œ˜ÀŸ∂»°£«–œ˜¡¶ÎS«–œ˜…Ó∂»∫ÕþM(j®¨n)Ωo¡øµƒ‘ˆ¥Û∂¯‘ˆ¥Û£®“äàD5£©°£
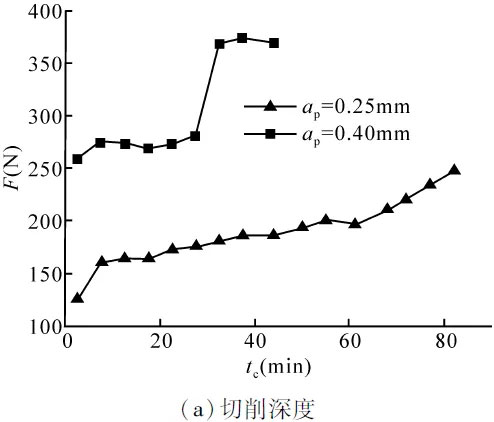
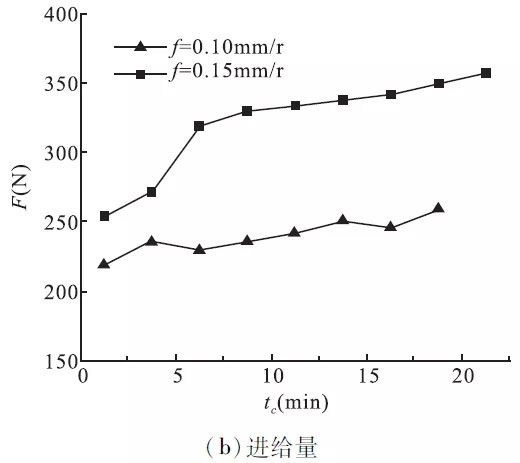
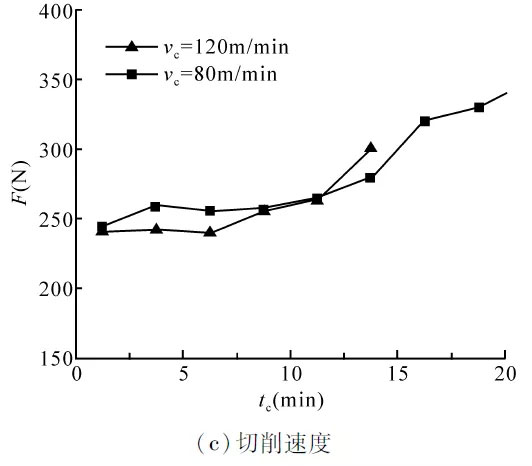
àD5 «–œ˜¡¶ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪØ
3.2 ∏þÀŸ„䜘
‘⁄∏…„䜘ólº˛œ¬£¨Safari H.µ»å¶∏þÀŸ∏…„䜘Ti-6Al-4V-ELI‚Å∫œΩïrµƒ«–œ˜¡¶þM(j®¨n)––¡À—–æø£¨∞l(f®°)¨F(xi®§n)«–œ˜¡¶≈c«–œ˜ÀŸ∂»≥ ÿì(f®¥)œýÍP(gu®°n)ÍP(gu®°n)œµ£¨þM(j®¨n)ΩoÀŸ∂»≈cX∫ÕY∑ΩœÚ…œµƒ«–œ˜¡¶≥…’˝±»£ª«“‘⁄ð^µÕµƒþM(j®¨n)ΩoÀŸ∂»œ¬£¨≈cÕø唵∂æþœý±»£¨Œ¥Õø唵∂æþµƒ‰h¿˚»–ø⁄ƒÐ”––ßΩµµÕ«–œ˜¡¶°£Wang F.µ»Ωõ(j®©ng)þ^þM(j®¨n)“ª≤Ω—–æø∞l(f®°)¨F(xi®§n)£¨‘⁄èΩœÚ«–œ˜…Ó∂»ae=1.0mmµƒólº˛œ¬∏…„䜘Ti6Al4V‚Å∫œΩïr£¨‘⁄«–œ˜ÀŸ∂»vc<200m/minïr£¨«–œ˜¡¶ÎS«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯úp–°£ªÆî(d®°ng)«–œ˜ÀŸ∂»vc>200m/min∫Û£¨«–œ˜¡¶≈c«–œ˜ÀŸ∂»≥ ’˝œýÍP(gu®°n)£¨Æî(d®°ng)«–œ˜ÀŸ∂»vc=200m/minïr£¨«–œ˜¡¶◊Ó–°°£—–æø’J(r®®n)ûÈ£¨‘ì¨F(xi®§n)œÛµƒ≥ˆ¨F(xi®§n) «”…”⁄‘⁄vc£º200m/minïr£¨ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”Æa(ch®£n)…˙¡À¥Û¡øµƒ«–œ˜ü·£¨ π≤ƒ¡œü·ÐõªØ£¨èƒ∂¯åß(d®£o)÷¬«–œ˜¡¶ΩµµÕ£ª∂¯Æî(d®°ng)vc£æ200m/min∫Û£¨”…”⁄µ∂æþƒ•ìpð^ûÈá¿(y®¢n)÷ÿåß(d®£o)÷¬«–œ˜¡¶‘ˆ¥Û£¨“Ú∂¯ πvc=200m/minïr«–œ˜¡¶◊Ó–°°£
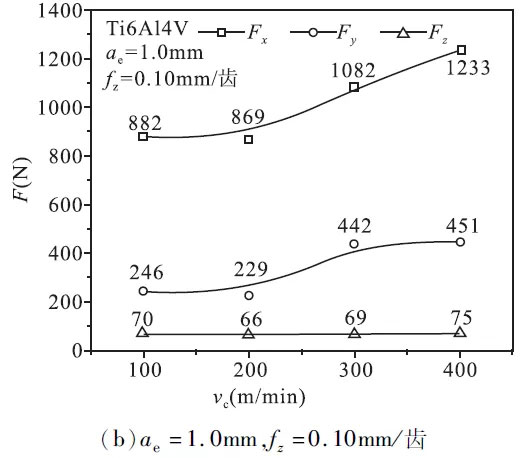
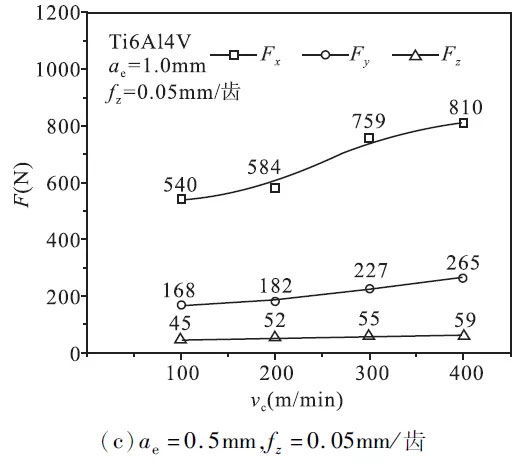
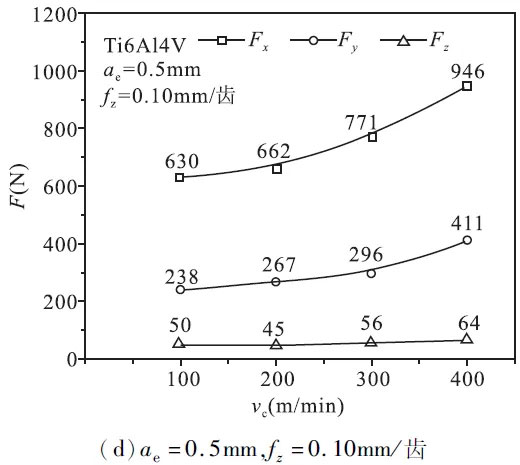
Œƒ´I(xi®§n)£€41-43£ðµƒΩY(ji®¶)π˚±Ì√˜£¨å¶„䜘∫œ¡¶”∞ÌëÌò–Ú“¿¥ŒûÈðSœÚ«–œ˜…Ó∂»>√ø˝XþM(j®¨n)Ωo¡ø>„䜘ÀŸ∂»>èΩœÚ«–œ˜…Ó∂»°£„䜘∫œ¡¶ï˛ÎS÷¯ðSœÚ«–…Ó°¢√ø˝XþM(j®¨n)Ωo¡ø∫ÕèΩœÚ«–…Óµƒ‘ˆº”∂¯‘ˆ¥Û°£Æî(d®°ng)«–œ˜ÀŸ∂»vc<200m/minïr£¨„䜘∫œ¡¶ï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆ¥Û∂¯úp–°£ªÆî(d®°ng)«–œ˜ÀŸ∂»vc>200m/minïr£¨„䜘∫œ¡¶ï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆ¥Û∂¯‘ˆ¥Û°£‘⁄„䜘∑÷¡¶÷–£¨èΩœÚ¡¶Fx◊Ó¥Û£¨«–œÚ¡¶Fy¥Œ÷Æ£¨ðSœÚ¡¶Fz◊Ó–°£¨∆‰∏˜◊‘ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪؓé(gu®©)¬…“äàD6°£
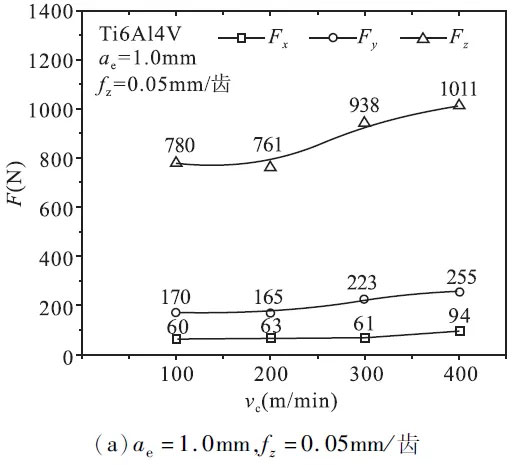
àD6 «–œ˜∑÷¡¶‘⁄≤ªÕ¨«–œ˜Ö¢îµ(sh®¥)œ¬µƒ◊ɪثÈõr
°°°°4°¢«–œ˜úÿ∂»—–æø
◊˜ûÈ«–œ˜ôC(j®©)¿Ì—–æø÷–µƒ÷ÿ“™ΩM≥…≤ø∑÷£¨«–œ˜úÿ∂»å¶«–œ˜¡¶°¢µ∂æþƒ•ìp∫Õº”π§±Ì√Êöà”ýë™(y®©ng)¡¶µ»∑Ω√ʵƒ”∞Ìëð^¥Û£¨“Ú¥À“≤ «—–æøµƒ÷ÿ¸c(di®£n)÷Æ“ª°£
«–œ˜úÿ∂»µƒúy¡ø÷˜“™∑÷ûÈΩ””| Ωúy¡ø∫Õ∑«Ω””| Ωúy¡ø°£Ω””| Ωúy¡ø∑Ω∑®÷˜“™≤…”√ü·Îä≈ºþM(j®¨n)––úyúÿ£¨ «◊ÓûÈ≥£“䵃“ª∑Núyúÿ∑Ω Ω°£ÌnùM¡÷µ»Õ®þ^◊‘»ªü·Îä≈º∑÷Ñe嶵™?d®≤)‚…‰¡˜°¢ø’ö‚…‰¡˜∫Õ∏…«–œ˜ólº˛œ¬µƒ«–œ˜úÿ∂»þM(j®¨n)––¡Àúy¡ø£¨ΩY(ji®¶)π˚±Ì√˜‘⁄≤ªÕ¨«–œ˜≠h(hu®¢n)æ≥÷–µƒ«–œ˜úÿ∂»”…µÕµΩ∏þ“¿¥Œûȵ™?d®≤)‚…‰¡˜°¢ø’ö‚…‰¡˜°¢∏…«–œ˜≠h(hu®¢n)æ≥°£∂¯Li G.µ»Ñt—–æø¡À‘⁄«–œ˜“∫÷–º”»Î≤ªÕ¨ù‚∂»—ıªØ ؃´œ©£®GraO£©å¶Ti6Al4V‚Å∫œΩ«–œ˜úÿ∂»µƒ”∞Ì루ծþ^K–Õü·Îä≈ºúyúÿ∫Û∞l(f®°)¨F(xi®§n)£¨ÎS÷¯GraOù‚∂»µƒ‘ˆº”£¨µ∂-–ºΩÁ√ʵƒ«–œ˜úÿ∂»Ô@÷¯ΩµµÕ£¨ü·å¶¡˜å¢«–œ˜Ö^(q®±)”Ú7£•µƒü·¡øǘþf≥ˆ»•£¨µ´GraOù‚∂»å¶ü·å¶¡˜þ^≥õƒ”∞Ìë”–œÞ°£
∑«Ω””| Ωúyúÿ∑®÷–◊Ó≥£”√µƒ «ðó…‰∑®£¨º¥Õ®þ^±ªúy嶜۵ƒð󅉃Ð≈cúÿ∂»÷ÆÈgµƒå¶ë™(y®©ng)ÍP(gu®°n)œµÅÌúy¡øúÿ∂»°£Armendia M.µ»≤…”√Ô@Œ¢ü·≥…œÒºº–g(sh®¥)å¶∏þÀŸ«–œ˜Ti6Al4V‚Å∫œΩµƒ«–œ˜úÿ∂»þM(j®¨n)––úy¡ø£¨ΩY(ji®¶)π˚±Ì√˜£¨«–œ˜úÿ∂»÷˜“™ºØ÷–‘⁄µ∂º‚∏ΩΩ¸µƒ™M’≠Ö^(q®±)”Ú£¨«“‘⁄«–œ˜ÀŸ∂»ûÈ180m/min°¢«–œ˜∫Ò∂»ûÈ0.1mm°¢«–œ˜…Ó∂»ûÈ1mmµƒ«–œ˜ólº˛œ¬þB¿m(x®¥)«–œ˜ïr£¨µ∂æþ«∞µ∂√ʵƒ«–œ˜úÿ∂»ûÈ800°Ê°£Dhananchezian M.µ»Õ®þ^ºtÕ‚úyúÿÉxúyúÿ∞l(f®°)¨F(xi®§n)£¨œý±»”⁄ùÒ«–œ˜£®»ÈªØ«–œ˜“∫£©£¨‘⁄“∫µ™µÕúÿ¿‰Ös≠h(hu®¢n)æ≥œ¬Ti6Al4V«–œ˜úÿ∂»œ¬Ωµ¡À61%~66%£¨’f√˜þx”√∫œþmµƒ«–œ˜≠h(hu®¢n)æ≥ƒÐÔ@÷¯ΩµµÕ‚Å∫œΩ∏þÀŸ«–œ˜ïrµƒúÿ∂»°£‘⁄º”π§þ^≥Ã÷–ÎS÷¯µ∂æþƒ•ìp≥Ã∂»µƒº”Ñ°£¨µ∂æþ±Ì√ʵƒ«–œ˜úÿ∂»“≤ï˛√˜Ô@…˝∏þ£¨µ´Õø唵∂æþµƒ±Ì√Ê«–œ˜úÿ∂»œý±»”⁄Œ¥Õø唵∂æþ¬‘µÕ°£–§ª¢µ»∞l(f®°)¨F(xi®§n)£¨µÕúÿCO2≈c∏…±˘ªØ∫œŒÔƒÐ”––ßΩµµÕ∏þÀŸÐ᜘Ti6Al4V‚Å∫œΩïrµƒ«–œ˜úÿ∂»£¨ÉHûÈ∏…«–œ˜ólº˛œ¬µƒ37.43%°£
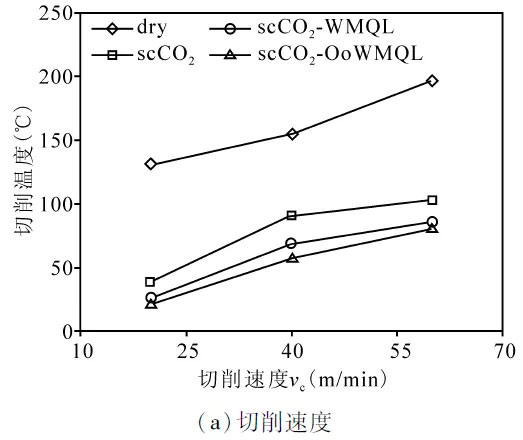
—–æø±Ì√˜£¨”∞Ìë«–œ˜úÿ∂»µƒ“ÚÀÿ”…¥ÛµΩ–°“¿¥Œ «£∫«–œ˜ÀŸ∂»vc°¢èΩœÚ«–œ˜…Ó∂»ae°¢√ø˝XþM(j®¨n)Ωo¡øfz°£«–œ˜≠h(hu®¢n)æ≥“≤ï˛å¶«–œ˜úÿ∂»‘Ï≥…“ª∂®”∞Ìë°£«–œ˜úÿ∂»ÎS÷¯«–œ˜ÀŸ∂»vc°¢èΩœÚ«–œ˜…Ó∂»ae∫Õ√ø˝XþM(j®¨n)Ωo¡øfzµƒ‘ˆ¥Û∂¯…˝∏þ°£èΩœÚ«–œ˜…Ó∂»‘ˆ¥Ûïr£¨«–œ˜ÀŸ∂»å¶«–œ˜úÿ∂»µƒ”∞Ìë∏¸º”Ô@÷¯°£«–œ˜Ö¢îµ(sh®¥)∫Õ≤ªÕ¨«–œ˜≠h(hu®¢n)æ≥£®∏… Ω°¢≥¨≈RΩÁCO2°¢ª˘”⁄≥¨≈RΩÁCO2∫ÕÀƪ˘«–œ˜“∫µƒŒ¢¡øùôª¨°¢ª˘”⁄≥¨≈RΩÁCO2∫Õ”Õª˘«–œ˜“∫µƒŒ¢¡øùôª¨£©å¶«–œ˜úÿ∂»µƒ”∞Ìë“é(gu®©)¬…“äàD7°£
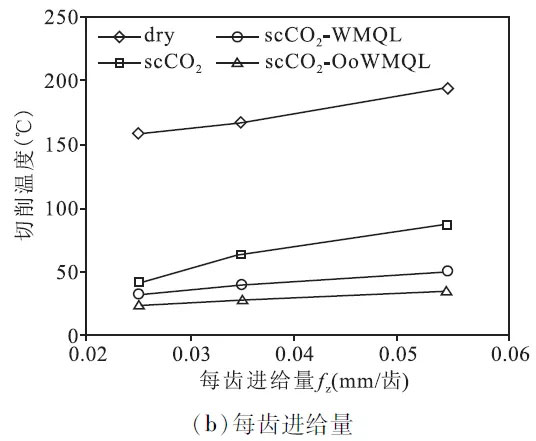
àD7 «–œ˜úÿ∂»ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪثÈõr
°°°°5°¢±Ì√ÊŸ|(zh®¨)¡ø—–æø
◊˜ûÈ∫‚¡øπ§º˛’˚Ûw–‘ƒÐµƒ“ªÌó÷ÿ“™÷∏òÀ(bi®°o)£¨èƒ±Ì√Ê¥÷≤⁄∂»Ra°¢±Ì√Ê∞◊å”∫Õöà”ýë™(y®©ng)¡¶»˝ÇÄ∑Ω√Ê嶺”π§±Ì√ÊŸ|(zh®¨)¡øþM(j®¨n)––¡À¥Û¡ø—–æø°£
5.1 ±Ì√Ê¥÷≤⁄∂»
Yang X.Y.µ»å¶Ti6Al4V‚Å∫œΩþM(j®¨n)––¡À∏þÀŸÇ»(c®®)„ä‘áÚû(y®§n)£¨∞l(f®°)¨F(xi®§n)‘⁄«–œ˜ÀŸ∂»vc=320~380m/minïr£¨π§º˛±Ì√Ê¥÷≤⁄∂»÷µð^µÕ£®Ra=0.37~0.66μm£©≤¢⁄Ö”⁄∑Ä(w®ßn)∂®°£Li A.H.µ»þM(j®¨n)“ª≤Ω—–æø∞l(f®°)¨F(xi®§n)£¨Æî(d®°ng)«–œ˜ÀŸ∂»vc<500m/minïr£¨±Ì√Ê¥÷≤⁄∂»ï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯úp–°£¨Æî(d®°ng)«–œ˜ÀŸ∂»vc>500m/minïr£¨±Ì√Ê¥÷≤⁄∂»÷µå¢ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”∂¯‘ˆ¥Û°£Wang F.µ»Õ®þ^∑÷Œˆ∏þÀŸÇ»(c®®)„äTi6Al4V‚Å∫œΩµƒ‘áÚû(y®§n)ΩY(ji®¶)π˚’J(r®®n)ûÈ£¨ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”£¨Raœ»úp–°∫Û‘ˆ¥Ûµƒ≈RΩÁ«–œ˜ÀŸ∂»ûÈ200m/min°£ø…“‘ø¥≥ˆ£¨ƒø«∞À˘µ√µΩµƒÍP(gu®°n)”⁄«–œ˜ÀŸ∂»≈c±Ì√Ê¥÷≤⁄∂»÷ÆÈg◊ɪؓé(gu®©)¬…µƒΩY(ji®¶)’ì≤¢≤ª“ª÷¬£¨Ýé◊h¸c(di®£n)÷˜“™ºØ÷–‘⁄RaÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”≥ˆ¨F(xi®§n)œ»úp–°∫Û‘ˆ¥Û⁄ÖÑðïr‘⁄π’¸c(di®£n)Ãé«–œ˜ÀŸ∂»µƒ¥Û–°°£≥ˆ¨F(xi®§n)“‘…œÝé◊hµƒ÷˜“™‘≠“Ú‘⁄”⁄±Ì√Ê¥÷≤⁄∂»≈cµ∂æþƒ•ìpœýÍP(gu®°n)£¨œýÍP(gu®°n)åW(xu®¶)’þ‘⁄‘áÚû(y®§n)ïrÀ˘≤…”√µƒµ∂æþ∑NÓê≤ªÕ¨£¨∂¯≤ªÕ¨µ∂æþ‘⁄≤ªÕ¨«–œ˜ÀŸ∂»œ¬µƒƒ•ìp≥Ã∂»“≤≤ªÕ¨£¨µ√≥ˆµƒΩY(ji®¶)’ì≤¢≤ª“ª÷¬°£“Ú¥À£¨‘⁄ÃΩæøÎS÷¯«–œ˜ÀŸ∂»‘ˆº”ïrRaµƒ◊ɪؓé(gu®©)¬…ïr£¨–Ë“™øºë]µ∂æþ∑NÓ굃”∞Ìë°£
≤ø∑÷åW(xu®¶)’þ—–æø¡À≤ªÕ¨«–œ˜≠h(hu®¢n)æ≥œ¬±Ì√Ê¥÷≤⁄∂»µƒ◊ɪؓé(gu®©)¬…£¨»ÁShokrani A.µ»∑÷Ñe‘⁄∏…‘Ô°¢ÀÆ¿‰∫Õ“∫µ™≠h(hu®¢n)æ≥œ¬å¶∂À„五π§∫ÛµƒTi6Al4V‚Å∫œΩπ§º˛±Ì√ÊŸ|(zh®¨)¡øþM(j®¨n)––¡À—–æø£¨∞l(f®°)¨F(xi®§n)”…”⁄µÕúÿ¿‰Ös◊˜”√£¨π§º˛µƒ±Ì√Ê»±œðÔ@÷¯úp…Ÿ°£«“œý±»”⁄ÀÆ¿‰∫Õ∏…«–œ˜ólº˛£¨‘⁄“∫µ™µÕúÿ¿‰Ösólº˛œ¬£¨π§º˛±Ì√Ê¥÷≤⁄∂»÷µ∑÷ÑeΩµµÕ¡À31%∫Õ39%°£Limin S.µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨‘⁄«–œ˜“∫≠h(hu®¢n)æ≥÷–Æî(d®°ng)«–œ˜ÀŸ∂»ûÈ40m/min∫Õ80m/minïr£¨”…”⁄«––ºµƒ‰è˝XªØ≥Ã∂»º”Ñ°å¢åß(d®£o)÷¬«–œ˜¡¶≤®Ñ”‘ˆ¥Û£¨èƒ∂¯åß(d®£o)÷¬π§º˛±Ì√Ê¥÷≤⁄∂»÷µ±»∏…«–œ˜ïr∏¸¥Û°£∂¯Æî(d®°ng)vc=120m/minïr£¨”…”⁄µ∂æþƒ•ìp£¨∏…«–œ˜ólº˛œ¬±Ì√Ê¥÷≤⁄∂»∏¸¥Û°£å¶”⁄‘⁄“∫µ™µÕúÿ¿‰Ösœ¬„䜘Ti6Al4V‚Å∫œΩïr±Ì√Ê¥÷≤⁄∂»µƒ◊ɪأ¨Zhao W.µ»þM(j®¨n)––¡À∏¸ûÈ‘îºö(x®¨)µƒ—–æø£¨ΩY(ji®¶)π˚±Ì√˜£¨‘⁄∫„∂®«–œ˜ÀŸ∂»œ¬π§º˛±Ì√Ê¥÷≤⁄∂»ï˛ÎS÷¯…‰¡˜úÿ∂»µƒœ¬Ωµ∂¯ΩµµÕ£¨«“‘⁄«–œ˜ÀŸ∂»∑÷ÑeûÈ60m/min£¨90m/min£¨120m/minïr£¨±Ì√Ê¥÷≤⁄∂»œý±»”⁄∏…„䜘∑÷ÑeΩµµÕ¡À33.11%£¨24.20%£¨34.08%°£
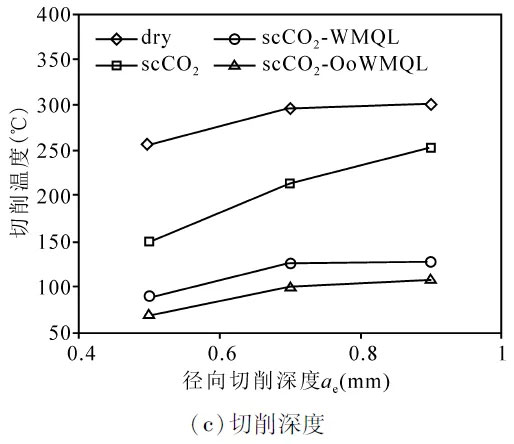
胨F(xi®§n)”–—–æøÅÌø¥£¨å¶π§º˛±Ì√Ê¥÷≤⁄∂»µƒ”∞Ìë≥Ã∂»”…¥ÛµΩ–°“¿¥Œ «þM(j®¨n)Ωo¡ø°¢èΩœÚ«–œ˜…Ó∂»°¢«–œ˜ÀŸ∂»∫ÕðSœÚ«–œ˜…Ó∂»£¨«“‘⁄þM(j®¨n)Ωo¡ø∫ÕèΩœÚ«–œ˜…Ó∂»ð^µÕµƒ«Èõrœ¬À˘´@µ√µƒπ§º˛±Ì√Ê¥÷≤⁄∂»∏¸º—£®“—º”π§±Ì√Ê¥÷≤⁄∂»ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪث˙æÄ“äàD8£©°£Ra‘⁄“ª∂®∑∂á˙É»(n®®i)ÎS÷¯µ∂æþ∫ÛΩ«°¢µ∂º‚∞ÎèΩ∫Õ«–œ˜ÀŸ∂»µƒ‘ˆ¥Û∂¯úp–°£¨‘⁄≥¨≥ˆ¥À∑∂á˙∫Ûï˛ÎS÷¯∏˜“ÚÀÿµƒ‘ˆ¥Û∂¯‘ˆ¥Û°£µ∂æþólº˛å¶Ra“≤æþ”–“ª∂®”∞Ì룮‘⁄µ∂æþ’˝≥£ƒ•ìpÎA∂Œ£¨Raï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆ¥Û∂¯úp–°£¨‘⁄µ∂æþÑ°¡“ƒ•ìpÎA∂ŒÑtï˛ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆ¥Û∂¯‘ˆ¥Û£©°£
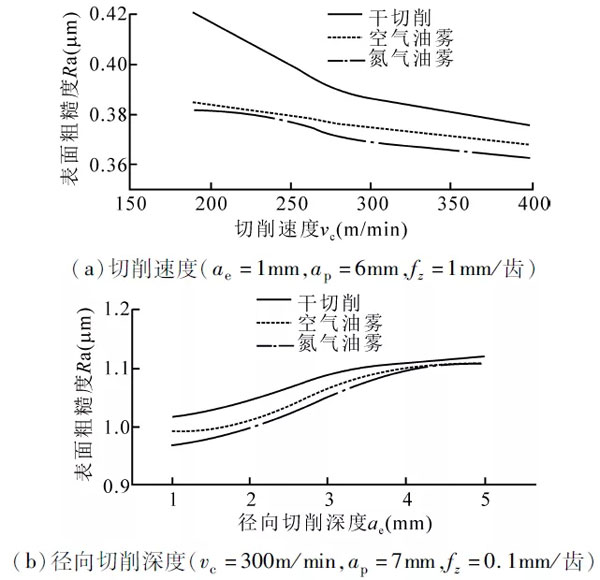
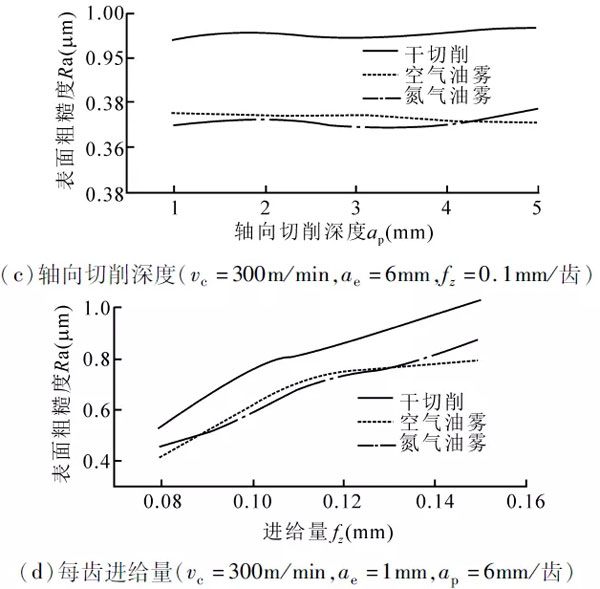
àD8 ±Ì√Ê¥÷≤⁄∂»ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪØ
5.2 ±Ì√Ê∞◊å”
Che.Haron C.H.µ»å¶Ti6Al4V‚Å∫œΩþM(j®¨n)––∏…Ð᜘‘áÚû(y®§n)ïr£¨”^≤ÏµΩ‘⁄ÈLïrÈgµƒ∏…«–œ˜ólº˛œ¬£¨π§º˛µƒº”π§±Ì√Ê≥ˆ¨F(xi®§n)¡Àá¿(y®¢n)÷ÿµƒÀ∫¡—∫ÕÀЖ‘◊É–Œ£¨åß(d®£o)÷¬Æa(ch®£n)…˙¡À∫Ò∂»–°”⁄0.01mmµƒ∞◊唣®“äàD9£©°£Velásquez J.D.P.µ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨‘⁄Ti6Al4V‚Å∫œΩ“—º”π§±Ì√Ê…œ¥Ê‘⁄Œ¢”^∞◊唣¨‘⁄∞◊å”÷–üoªØåW(xu®¶)∑¥ë™(y®©ng)∫Õœý◊ɵƒ∞l(f®°)…˙£¨≤¢å¢ÅܱÌ√Ê∑÷≥…¡À“‘œ¬»˝ÇÄ≤ªÕ¨µƒÖ^(q®±)”Ú£∫∏þ∂»î_Ñ”Ö^(q®±)°¢ÀЖ‘◊É–Œå”Ö^(q®±)“‘º∞Œ¥”^≤ϵΩÀЖ‘◊É–Œµƒüo”∞ÌëÖ^(q®±)°£·ò嶂Å∫œΩµƒ±Ì√Ê∞◊唣¨Rancic M.µ»Õ®þ^SEMíþ√ËÎäÁR∫ÕTEMÕ∏…‰ÎäÁRþM(j®¨n)––¡À”^≤Ï£¨’J(r®®n)ûÈ≤ƒ¡œÀ˘≥– еƒü·ôC(j®©)–µðd∫… «∞◊å”Æa(ch®£n)…˙µƒ∏˘±æ‘≠“Ú°£∞◊å” «“ªÇÄÜŒœý唣®ºs250nm£©£¨∆‰÷˜“™ΩM≥…≥…∑÷ûÈα′œý∫ÕÑ”ëB(t®§i)‘ŸΩY(ji®¶)æßüo–Úº{√◊Ów¡£°£µ´Sun J.µ»‘⁄å¶TB6‚Å∫œΩþM(j®¨n)––Ð᜘‘áÚû(y®§n)ïr∞l(f®°)¨F(xi®§n)£¨∆‰º”π§±Ì√Ê≤¢Œ¥≥ˆ¨F(xi®§n)ÀЖ‘◊É–Œ“‘º∞∞◊唣¨’f√˜∞◊唵ƒ≥ˆ¨F(xi®§n)ø…ƒÐ≈c‚Å∫œΩµƒ∑NÓêªÚ«–œ˜ólº˛”–ÍP(gu®°n)°£”…”⁄∞◊唵ƒ”≤∂»∫Ð∏þ£¨”–ïrï˛‘Ï≥…≤ƒ¡œµƒ¥ÛâKÑɬ‰ªÚ≥…ûÈ∆£Ñ⁄‘¥£¨å¶π§º˛µƒ±Ì√ÊŸ|(zh®¨)¡ø”∞ÌëÔ@÷¯°£
5.3 ±Ì√Êöà”ýë™(y®©ng)¡¶
“—º”π§±Ì√Êå”öà”ýë™(y®©ng)¡¶å¶¡„º˛µƒ π”√–‘ƒÐ”–÷ÿ“™”∞Ì루öà”ý¿≠ë™(y®©ng)¡¶ï˛ΩµµÕ¡„º˛µƒ∆£Ñ⁄èä(qi®¢ng)∂»£¨”–ïr…ı÷¡‘⁄«–œ˜º”π§∫Û£¨ï˛ π¡„º˛±Ì√ÊÆa(ch®£n)…˙Œ¢¡—ºy£¨∂¯öà”ýâ∫ë™(y®©ng)¡¶ÖsƒÐ“÷÷∆¡—ºyµƒ√»…˙£¨Ã·∏þ¡„º˛µƒ∆£Ñ⁄èä(qi®¢ng)∂»°£“Ú¥À£¨È_’π嶱Ì√Êöà”ýë™(y®©ng)¡¶µƒ—–æø£¨å¶±£◊Cπ§º˛±Ì√ÊŸ|(zh®¨)¡øæþ”–÷ÿ“™“‚¡x°£
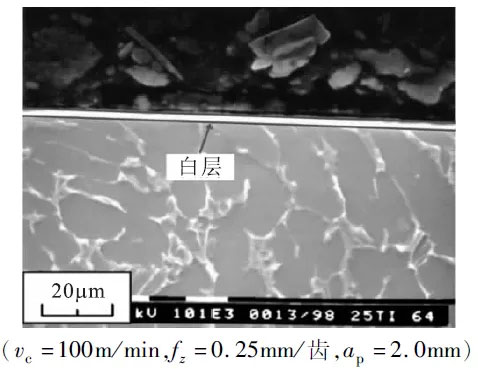
àD9 º”π§±Ì√Ê∞◊唵ƒÔ@Œ¢ΩMøó
«–œ˜Ö¢îµ(sh®¥)∫Õµ∂æþé◊∫ŒÖ¢îµ(sh®¥)嶱Ì√Êöà”ýë™(y®©ng)¡¶µƒ”∞Ì듪÷±“‘ÅÌ∂º «—–æøµƒ÷ÿ¸c(di®£n)°£Tian W.J.µ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨‘⁄„䜘TC11‚Å∫œΩþ^≥Ã÷–£¨x∫Õy∑ΩœÚ…œµƒöà”ýë™(y®©ng)¡¶ÎS÷¯«–œ˜ÀŸ∂»°¢√ø˝XþM(j®¨n)Ωo¡øµƒ‘ˆº”∂¯‘ˆ¥Û£¨∆‰÷–«–œ˜ÀŸ∂»å¶öà”ýë™(y®©ng)¡¶µƒ”∞Ìë◊Ó¥Û£¨x∑ΩœÚ…œµƒöà”ýë™(y®©ng)¡¶å¶„䜘֢îµ(sh®¥)µƒ◊ɪØ∏¸ûÈ√Ù∏–£¨∂¯„䜘…Ó∂»å¶±Ì√Êöà”ýë™(y®©ng)¡¶µƒ”∞Ìë“é(gu®©)¬…≤¢≤ª√˜Ô@°£µ´‘⁄∏þÀŸ„䜘ïr£¨‚Å∫œΩ“—º”π§π§º˛±Ì√ʵƒöà”ýâ∫ë™(y®©ng)¡¶ÎS÷¯„䜘ÀŸ∂»°¢√ø˝XþM(j®¨n)Ωo¡ø∫Մ䜘åí∂»µƒ‘ˆº”∂¯ΩµµÕ£¨≤ª Є䜘…Ó∂»µƒ”∞Ìë°£Æî(d®°ng)„䜘ÀŸ∂»“ª∂®ïr£¨±Ì√Êöà”ýâ∫ë™(y®©ng)¡¶‘⁄√ø˝XþM(j®¨n)Ωo¡ø∫Õ«–œ˜åí∂»‘ˆ¥ÛµΩ“ª∂®≥Ã∂»∫Û≥ ‘ˆ¥Û⁄ÖÑ𣨑⁄±Ìå”≥ˆ¨F(xi®§n)öà”ý¿≠ë™(y®©ng)¡¶£¨«“öà”ýë™(y®©ng)¡¶å”å¢◊É…Ó°£∂¯µ∂æþé◊∫ŒÖ¢îµ(sh®¥)嶱Ì√Êöà”ýâ∫ë™(y®©ng)¡¶µƒ”∞Ìë≥Ã∂»”…¥ÛµΩ–°“¿¥Œûȵ∂æþ∫ÛΩ«>¬ð–˝Ω«>µ∂æþ«∞Ω«°£
ûÈΩ“ æ‘⁄“∫µ™µÕúÿ¿‰Ös≠h(hu®¢n)æ≥œ¬«–œ˜º”π§‚Å∫œΩïr±Ì√Êöà”ýë™(y®©ng)¡¶µƒ◊ɪؓé(gu®©)¬…£¨Ayed Y.µ»—–æø¡À∏þÀŸÐ᜘Ti6Al4V‚Å∫œΩ‘áÚû(y®§n)£¨ΩY(ji®¶)π˚±Ì√˜£¨œý±»”⁄∏…«–œ˜ólº˛£¨≤…”√µÕúÿðo÷˙ºº–g(sh®¥)ø…“‘Ô@÷¯Ã·∏þπ§º˛µƒ±Ì√Êöà”ýâ∫ë™(y®©ng)¡¶£¨≤¢÷∏≥ˆ±Ì√Êöà”ýâ∫ë™(y®©ng)¡¶µƒ¥Û–°ë™(y®©ng)≈c“∫µ™µƒ¡˜ÀŸ∫Õâ∫¡¶≥ ’˝œýÍP(gu®°n)°£Zhao W.µ»µƒ„䜘‘áÚû(y®§n)±Ì√˜£¨‘⁄“∫µ™¿‰ÖsµÕúÿœ¬º”π§‚Å∫œΩïr£¨π§º˛±Ì√ʵƒöà”ýâ∫ë™(y®©ng)¡¶∏þ”⁄∏…„䜘ïrµƒπ§º˛±Ì√Êöà”ýâ∫ë™(y®©ng)¡¶°£«“ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”£¨öà”ýâ∫ë™(y®©ng)¡¶º∞ë™(y®©ng)¡¶å”µƒ…Ó∂»“≤å¢ÎS÷Æ‘ˆº”°£
Sun J.µ»∞l(f®°)¨F(xi®§n)£¨‘⁄’˝ΩªÐ᜘TB6‚Å∫œΩïr£¨π§º˛±Ì√ʵƒöà”ýë™(y®©ng)¡¶ûÈð^¥Ûµƒöà”ýâ∫ë™(y®©ng)¡¶£¨«“‘⁄ºs250μmµƒ±Ìå”É»(n®®i)ë™(y®©ng)¡¶ÝÓëB(t®§i)≤ªîýΩªÃÊ◊ɪذ£µ´≈c„䜘‚Å∫œΩïrÀ˘µ√ΩY(ji®¶)’ì≤ªÕ¨µƒ «öà”ýâ∫ë™(y®©ng)¡¶ï˛ÎS÷¯þM(j®¨n)ΩoÀŸ∂»µƒ‘ˆº”∂¯‘ˆ¥Û£¨∂¯«–œ˜ÀŸ∂»å¶öà”ýâ∫ë™(y®©ng)¡¶µƒ”∞Ìë≤¢≤ª√˜Ô@°£þ@’f√˜‘⁄∏þÀŸ„䜘∫ÕÐ᜘‚Å∫œΩïr£¨π§º˛±Ì√ʵƒöà”ýâ∫ë™(y®©ng)¡¶≈c«–œ˜ÀŸ∂»÷ÆÈgµƒÍP(gu®°n)¬ì(li®¢n)≥Ã∂»ø…ƒÐ”–À˘≤ªÕ¨£¨“≤”–ø…ƒÐ «”…”⁄‘⁄‘áÚû(y®§n)ïrÀ˘≤…”√µƒπ§º˛≤ƒ¡œÓêÑe≤ªÕ¨À˘‘Ï≥…µƒ≤ÓÆê°£
6°¢µ∂æþƒ•ìp—–æø
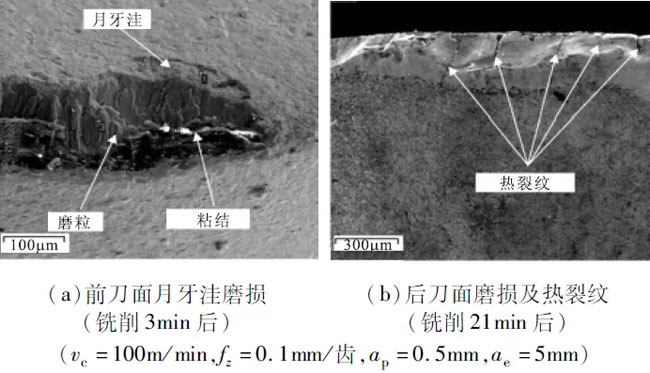
º”π§‚Å∫œΩïrµ∂æþƒ•ìpá¿(y®¢n)÷ÿ£¨≥£”–«∞µ∂√Ê‘¬—¿Õðƒ•ìp°¢∫Ûµ∂√ʃ•ìp°¢þÖΩÁƒ•ìp“‘º∞Œ¢±¿»–∫Õ∆∆ìpµ»∞l(f®°)…˙£¨“Ú¥À—–æø»ÀÜT嶥ÀÈ_’π¡À¥Û¡øµƒ‘áÚû(y®§n)—–æø°£
6.1 ”≤Ÿ|(zh®¨)∫œΩµ∂æþ
ƒø«∞£¨‚Å∫œΩ«–œ˜º”π§÷˜“™“‘”≤Ÿ|(zh®¨)∫œΩµ∂æþûÈ÷˜£¨∆‰ƒ•ìpôC(j®©)¿Ì÷˜“™ûÈ’≥ΩY(ji®¶)ƒ•ìp°¢îU(ku®∞)…¢ƒ•ìp∫Õ—ıªØƒ•ìp°£”…àD10ø…“‘ø¥≥ˆ£¨‘⁄ π”√”≤Ÿ|(zh®¨)∫œΩµ∂æþ∏þÀŸ«–œ˜‚Å∫œΩïr£¨‘⁄«∞µ∂√Ê…œå¢≥ˆ¨F(xi®§n)‘¬—¿Õðƒ•ìp£¨∫Ûµ∂√Ê…œ“≤ï˛∞l(f®°)…˙ƒ•ìp∫Õü·¡—ºy°£≤ø∑÷åW(xu®¶)’þ·òå¶WCúªØÊuµ∂æþ‘⁄«–œ˜º”π§Ti6Al4V‚Å∫œΩïr£¨“ÚÉ»(n®®i)≤ø‘™ÀÿîU(ku®∞)…¢ªÚ∞l(f®°)…˙ªØåW(xu®¶)∑¥ë™(y®©ng)À˘“˝∆µƒµ∂æþƒ•ìpþM(j®¨n)––¡À—–æø°£Zhang S.µ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨‘⁄WCµ∂æþµƒµ∂-–ºΩÁ√Ê£¨”…”⁄µ∂æþÉ»(n®®i)≤øCo‘™ÀÿµƒîU(ku®∞)…¢å¢“˝∆WCÓw¡£√쬉£¨èƒ∂¯åß(d®£o)÷¬«∞µ∂√Ê“Úƒ•¡£ƒ•ìp≥ˆ¨F(xi®§n)‘¬—¿Õð°£Õı”¢◊Àµ»“≤÷∏≥ˆ£¨îU(ku®∞)…¢ƒ•ìp «”…”⁄µ∂æþ≤ƒ¡œ÷–µƒW∫ÕCoœÚ‚Å∫œΩ’≥ΩY(ji®¶)å”÷–îU(ku®∞)…¢£¨∂¯’≥ΩY(ji®¶)å”÷–µƒTiœÚµ∂æþ≤ƒ¡œîU(ku®∞)…¢ï˛åß(d®£o)÷¬µ∂æþ≤ƒ¡œµƒΩMøóΩY(ji®¶)òã(g®∞u)∞l(f®°)…˙◊ɪأ¨ΩµµÕ”≤∂»∫ÕÌg–‘£¨èƒ∂¯“˝∆µ∂æþƒ•ìp°£
àD10 SEMœ¬À˘”^úyµΩµƒµ∂æþƒ•ìp«Èõr
Li A.H.∫ÕWang F.µ»≤…”√Ti(C-N)-Al2O3Õøå””≤Ÿ|(zh®¨)∫œΩµ∂æþå¶Ti6Al4V‚Å∫œΩþM(j®¨n)––¡À∏þÀŸ„䜘‘áÚû(y®§n)°£ΩY(ji®¶)π˚±Ì√˜£¨µ∂æþµƒ«∞µ∂√Ê÷˜“™ûÈ’≥÷¯ƒ•ìp°¢∆£Ñ⁄ƒ•ìp“‘º∞—ıªØƒ•ìp°£∂¯‘⁄«–œ˜ÀŸ∂»þ_(d®¢)µΩ300m/min∫Û£¨˝X√ʃ•ìpåí∂»å¢—∏ÀŸ‘ˆ¥Û°£µ∂æþƒ•ìpÎS÷¯«–œ˜ÀŸ∂»∫ÕþM(j®¨n)ΩoÀŸ∂»µƒ‘ˆ¥Û∂¯º”Ñ°°£≤…”√µƒ¿‰Ös∑Ω Ω≤ªÕ¨ïr£¨µ∂æþµƒƒ•ìp≥Ã∂»“≤ï˛”–∫Ð¥Û≤ÓÆê°£»Á£∫Su Y.µ»∏þÀŸ„䜘Ti6Al4V‚Å∫œΩµƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨≤…”√CCNGâ∫øs¿‰µ™?d®≤)‚∫ÕCCNGOMâ∫øs¿‰µ™?d®≤)‚”ÕÏFµƒ¿‰Ös∑Ω ΩƒÐ”––ß∏ƒ…∆TiN/TiC/TiNÕøå””≤Ÿ|(zh®¨)∫œΩµ∂æþµƒƒ•ìp«Èõr£¨èƒ∂¯—”ÈLµ∂æþµƒ π”√â€√¸°£
6.2 PCDµ∂æþ
‘⁄PCDµ∂æþ«–œ˜º”π§‚Å∫œΩµƒþ^≥Ã÷–£¨µ∂æþƒ•ìpôC(j®©)¿Ì÷˜“™ûȃ•¡£ƒ•ìp≈c’≥ΩY(ji®¶)ƒ•ìp£¨”…àD11ø…“䣨ÎS÷¯«–œ˜ÀŸ∂»µƒ‘ˆº”£¨«∞µ∂√Ê∞l(f®°)…˙Ñɬ‰£¨∫Ûµ∂√Ê≥ˆ¨F(xi®§n)úœ≤€ƒ•ìp≤¢÷ùuÞD(zhu®£n)◊É?y®≠u)È¥Û√Ê∑eµƒ±¿»–¨F(xi®§n)œÛ°£
àD11 ≤ªÕ¨«–œ˜ÀŸ∂»œ¬PCDµ∂æþ«∞°¢∫Ûµ∂√ʃ•ìp«Èõr
Nabhani F.µ»Õ®þ^TA48‚Å∫œΩµƒ∏þÀŸÐ᜘‘áÚû(y®§n)∞l(f®°)¨F(xi®§n)£¨Æî(d®°ng)«–œ˜úÿ∂»∏þ”⁄760°Ê∫Õ900°Êïr£¨PCDµ∂æþ≈cπ§º˛≤ƒ¡œ÷ÆÈgï˛∞l(f®°)…˙√˜Ô@µƒ¿‰∫∏°£∂¯å¶”⁄‘⁄«–œ˜þ^≥Ã÷–PCDµ∂æþÀ˘≥ˆ¨F(xi®§n)µƒîU(ku®∞)…¢ƒ•ìp£¨Su H.H.µ»Õ®þ^∏þÀŸ«–œ˜TA15‚Å∫œΩµƒ‘áÚû(y®§n)þM(j®¨n)––¡À—–æø°£Rosemar B.Da Silvaµ»Õ®þ^Ð᜘Ti6Al4V‚Å∫œΩ‘áÚû(y®§n)∞l(f®°)¨F(xi®§n)£¨œý±»”⁄ǘΩy(t®Øng)¿‰Ös“∫£¨‘⁄∏þâ∫¿‰Ös“∫œ¬∏þÀŸ«–œ˜‚Å∫œΩïr£¨PCDµ∂æþâ€√¸‘ˆº”¡À9~21±∂£¨«“‘⁄ð^µÕ«–œ˜ÀŸ∂»œ¬≤…”√20.3MPa∏þâ∫¿‰Ös“∫ïr£¨µ∂æþ–‘ƒÐ∏¸∫√°£
Schrock D.J.µ»Õ®þ^å¶∏þÀŸÐ᜘Ti-6Al-4VïrPCDµ∂æþƒ•ìp«Èõrµƒ∑÷Œˆ∞l(f®°)¨F(xi®§n)£¨‘⁄vc=61m/minïr£¨«∞µ∂√Ê≥ˆ¨F(xi®§n)…»–Œîý¡—ƒ•ìp£ª‘⁄vc=122m/minïr£¨”^≤ÏµΩ¡Àπ‚ª¨µƒ‘¬—¿Õðƒ•ìp°£’J(r®®n)ûÈ«∞µ∂√Ê≤ªæ˘ÑÚ…»–Œƒ•ìpµƒ≥ˆ¨F(xi®§n) «”…”⁄π§º˛≤ƒ¡œ÷–∫¨”–ð^∂ýµƒαœý°£∂¯‘¬—¿Õðƒ•ìpµƒ≥ˆ¨F(xi®§n)Ñt «”…”⁄π§º˛÷–αœýÞD(zhu®£n)◊É?y®≠u)?beta;œý«“‘ŸΩY(ji®¶)æߨF(xi®§n)œÛ‘ˆº”À˘÷¬°£Pretorius C.J.µ»‘⁄ π”√PCDµ∂æþ∏þÀŸæ´º”π§Ti-6Al-2Sn-4Zr-6Moïr∞l(f®°)¨F(xi®§n)£¨µ∂æþâ€√¸£®◊ÓÈL80min£©ï˛ÎS÷¯PCDæß¡£≥þ¥Áµƒ‘ˆ¥Û∂¯‘ˆÈL°£∂¯Æî(d®°ng)æß¡£≥þ¥Á≥¨þ^14μm∫Û£¨‘ŸþM(j®¨n)“ª≤Ω‘ˆº”æß¡£≥þ¥Áï˛å¶µ∂æþâ€√¸Æa(ch®£n)…˙≤ª¿˚”∞Ìë°£ π”√≥¨¥÷ºâ£®ºsûÈ39μm£©PCDµ∂æþº”π§ïr£¨µ∂æþÉH‘⁄8min∫ÛæÕ≥ˆ¨F(xi®§n)ÀÈ¡—∫ÕþÖæâîý¡—°£
6.3 CBNµ∂æþ
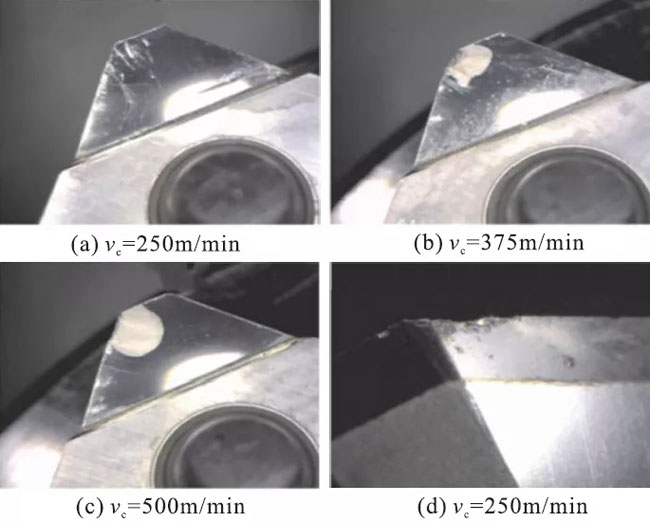
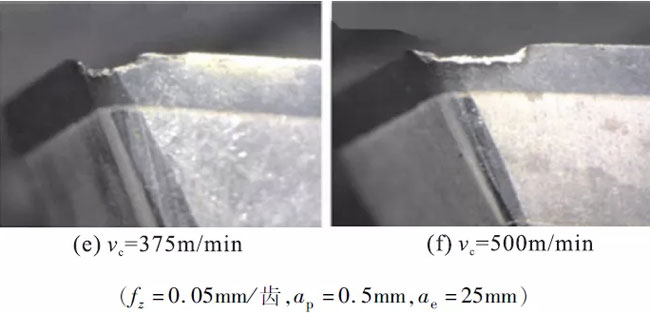
—–æø∞l(f®°)¨F(xi®§n)£¨«–œ˜º”π§Ti6Al4V‚Å∫œΩïr£¨”∞ÌëPCBNµ∂æþâ€√¸µƒ“ÚÀÿ”…¥ÛµΩ–°“¿¥Œ «±≥≥‘µ∂¡ø°¢«–œ˜ÀŸ∂»∫ÕþM(j®¨n)Ωo¡ø£¨‘⁄∏þ«–œ˜ÀŸ∂»°¢µÕþM(j®¨n)Ωo¡ø°¢µÕ±≥≥‘µ∂¡øólº˛œ¬µƒµ∂æþâ€√¸∏¸ÈL°£∆‰÷–þM(j®¨n)Ωo¡øå¶PCBNµ∂æþµƒ«∞µ∂√Êìp⃔∞Ìë◊Ó¥Û£¨«–œ˜…Ó∂»å¶∫Ûµ∂√ʵƒìp⃔∞Ìë◊Ó¥Û£¨≤¢«“‘⁄«–œ˜…Ó∂»þ_(d®¢)µΩƒ≥∑N≥Ã∂»∫Û£¨∫Ûµ∂√Êï˛≥ˆ¨F(xi®§n)úœ≤€ƒ•ìp°£þM(j®¨n)“ª≤Ω—–æø∞l(f®°)¨F(xi®§n)«∞µ∂√Ê÷˜“™ûÈ»–ø⁄±¿»–£¨∫Ûµ∂√ÊÑtï˛”…”⁄Œ¢±¿∆∆ìpÆa(ch®£n)…˙≤ªæ˘ÑÚµƒ…Óúœ≤€ƒ•ìp£®“äàD12£©°£
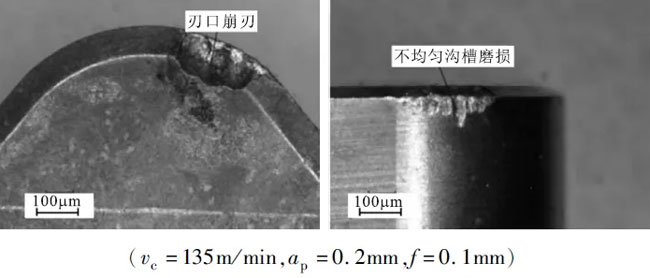
àD12 PCBNµ∂æþµƒƒ•ìp–ŒëB(t®§i)
”…”⁄CBNµ∂æþæþ”–∏þ”≤∂»∫Õ∏þ»€¸c(di®£n)µƒÃÿ¸c(di®£n)£¨ø…“‘≥– Ы–œ˜º”π§‚Å∫œΩïrÀ˘Æa(ch®£n)…˙µƒ∏þúÿ∏þâ∫£¨“Ú¥À£¨±»ð^þm∫œ”√”⁄‚Å∫œΩµƒ«–œ˜º”π§°£—–æø∞l(f®°)¨F(xi®§n)£¨≤ªÕ¨∑NÓ굃CBNµ∂æþ–‘ƒÐ≤ÓÆê∫Ð¥Û°£Ezugwu E.O.µ»å¶∏þÀŸÐ᜘Ti6Al4V‚Å∫œΩïr≤ªÕ¨µ»ºâµƒCBNµ∂æþ–‘ƒÐþM(j®¨n)––—–æø∞l(f®°)¨F(xi®§n)£¨T1ºâCBNµ∂æþ(50% CBN£¨50% TiC ceramic)–‘ƒÐ◊Ó∫√£¨T2(90% CBN£¨10% Al ceramic)∫ÕT3(90% CBN£¨10% Al ceramic£¨coated)¥Œ÷Æ°£µ´ «ÜŒèƒµ∂æþâ€√¸ÅÌø¥£¨þ@é◊∑Nµ∂æþ∂º≤ª»ÁŒ¥Õøå””≤Ÿ|(zh®¨)∫œΩµ∂æþ£®T4£©µƒ π”√â€√¸ÈL£¨≤ªþ^ÖsƒÐéßÅÌð^∫√µƒ±Ì√ÊŸ|(zh®¨)¡ø°£ π”√T1∫ÕT4µ∂æþþM(j®¨n)––º”π§ïr≥ˆ¨F(xi®§n)«∞µ∂√ʃ•ìp£ª∂¯‘⁄ π”√T2∫ÕT3µ∂æþº”π§ïr≥ˆ¨F(xi®§n)úœ≤€ƒ•ìp“‘º∞±¿»–¨F(xi®§n)œÛ°£Wang Z.G.µ»≤…”√üo’≥ΩY(ji®¶)Ñ©¡¢∑Ωµ™ªØ≈µ∂æþ£®BCBN£©å¶Ti6Al4V‚Å∫œΩþM(j®¨n)––¡À∏þÀŸ„䜘‘áÚû(y®§n)£¨Ã·≥ˆ≤ªæ˘ÑÚµƒ∫Ûµ∂√ʃ•ìp «BCBNµ∂æþµƒ÷˜“™ƒ•ìp–Œ Ω£¨µ∂æþâ€√¸ï˛ÎS÷¯«–œ˜…Ó∂»∫ÕþM(j®¨n)ΩoÀŸ∂»µƒ‘ˆº”∂¯ΩµµÕ°£¿ÓÃõ»µƒ‘áÚû(y®§n)ΩY(ji®¶)π˚±Ì√˜£¨ÎS÷¯«–œ˜úÿ∂»µƒ…˝∏þ£¨PCBNµ∂æþµƒ’≥ΩY(ji®¶)ƒ•ìp≥Ã∂»‘ˆ¥Û£¨µ∂æþ±Ì√Êå¢Æa(ch®£n)…˙‘ΩÅÌ‘Ωá¿(y®¢n)÷ÿµƒ—ıªØƒ•ìp£¨ôC(j®©)–µ∆£Ñ⁄≈cü·∆£Ñ⁄ «µ∂æþÆa(ch®£n)…˙∆∆ìpµƒ÷˜“™‘≠“Ú°£
°°°°7°¢—–æøµƒ≤ª◊„“‘º∞Œ¥ÅÌ∞l(f®°)’π∑ΩœÚ
7.1 —–æøµƒ≤ª◊„
Õ®þ^嶅œ ˆ—–æøΩY(ji®¶)π˚µƒ∑÷Œˆ£¨∞l(f®°)¨F(xi®§n)ƒø«∞µƒ—–æøþĥʑ⁄“‘œ¬ÜñÓ}£∫
(1)‚Å∫œΩ‰è˝X–Œ«––ºµƒ–Œ≥…ôC(j®©)¿Ì»‘»ª¥Ê‘⁄Ýé◊h£¨Õ¨ïrASBÉ»(n®®i)≤øµƒΩMøó—ðªØôC(j®©)÷∆∑«≥£èÕ(f®¥)Îs£¨≤ªÕ¨«–œ˜ólº˛ï˛å¶ASBÉ»(n®®i)Œ¢”^ΩMøó–ŒëB(t®§i)Æa(ch®£n)…˙ð^¥Û”∞Ì루 πµ√∆‰—–æøð^ûÈ¿ßÎy°£
(2)‰è˝X–Œ«––ºµƒ–Œ≥…±ÿ»ªï˛“˝∆«–œ˜¡¶µƒ÷Ð∆⁄–‘≤®Ñ”£¨Õ¨ïr”∞Ìë“—º”π§±Ì√ÊŸ|(zh®¨)¡ø°£µ´ƒø«∞嶉è˝X–Œ«––º—–æø÷˜“™ºØ÷–‘⁄∂®–‘∑÷Œˆ∫Õ∂®¡ø±Ì’˜∑Ω√Ê£¨…–üoÍP(gu®°n)”⁄‰è˝X–Œ«––º°¢«–œ˜¡¶≈c±Ì√Ê¥÷≤⁄∂»÷ÆÈgÉ»(n®®i)‘⁄¬ì(li®¢n)œµµƒæþÛw—–æø°£
(3)‘⁄«–œ˜¡¶∑Ω√ÊÎm»ªþM(j®¨n)––¡À¥Û¡ø—–æø≤¢»°µ√¡À“ª∂®≥…π˚£¨µ´‘áÚû(y®§n)ΩY(ji®¶)’ì≤¢≤ª“ª÷¬£¨«“∆‰÷–ÍP(gu®°n)”⁄«–œ˜¡¶µƒ—–æø¥Û∂ý «ºØ÷–‘⁄ÏoëB(t®§i)«–œ˜¡¶∑Ω√Ê£¨å¶”⁄‰è˝X–Œ«––º“˝∆µƒ÷Ð∆⁄–‘Ñ”ëB(t®§i)«–œ˜¡¶µƒ—–æøð^…Ÿ°£
(4)‘⁄«–œ˜úÿ∂»úy¡øïr£¨±MπÐ π”√ðó…‰∑®å¶«–œ˜úÿ∂»þM(j®¨n)––úyúÿïrƒÐâÚð^∫√µƒ´@µ√«–œ˜úÿ∂»£¨µ´÷ªƒÐµ√µΩπ§º˛º∞«––ºµƒ±Ì√Êúÿ∂»£¨∂¯≤ªƒÐµ√µΩ’˚ÇÄ«–œ˜Ö^(q®±)”Úµƒúÿ∂»∑÷≤º£¨∏¸üo∑®´@µ√嶵∂æþƒ•ìpæþ”–õQ∂®◊˜”√µƒµ∂-–ºΩ””|ΩÁ√Êúÿ∂»°£
(5)‘⁄±Ì√ÊŸ|(zh®¨)¡ø∑Ω√Ê£¨¨F(xi®§n)”–—–æø¥Û∂ýæ÷œÞ”⁄ÜŒ“ª÷∏òÀ(bi®°o)µƒ◊ɪØ∂¯»±…Ÿ»´√Ê∑÷Œˆ£¨ πµ√±Ì√ÊŸ|(zh®¨)¡øµƒ—–æø»±∑¶œµΩy(t®Øng)–‘∫Õ“ª÷¬–‘°£Õ¨ïrèƒπ§º˛µƒ∑˛“€–‘ƒÐÅÌ’f£¨±Ì√Ê∞◊å”∫Õöà”ýë™(y®©ng)¡¶µƒ”∞Ìë∏¸¥Û£¨å¶þ@∑Ω√ʵƒ—–æøþÄ”–¥˝…ӻΰ£
(6)‘⁄µ∂æþƒ•ìp∑Ω√Ê£¨·ò嶔≤Ÿ|(zh®¨)∫œΩµ∂æþµƒ—–æøð^∂ý£¨∂¯å¶–‘ƒÐ∏¸∫√PCD∫ÕCBNµ∂æþµƒ—–æøð^…Ÿ£¨‘⁄“ª∂®≥Ã∂»…œ÷∆ºs¡À‚Å∫œΩµƒë™(y®©ng)”√°£
7.2 Œ¥ÅÌ∞l(f®°)’π∑ΩœÚ
·ò嶓‘…œÜñÓ}£¨ë™(y®©ng)胓‘œ¬∑Ω√ÊÈ_’πþM(j®¨n)“ª≤Ωµƒ…ӻΗ–æø£∫
(1)¿^¿m(x®¥)…ӻΗ–æø‚Å∫œΩ‰è˝X–Œ«––º–Œ≥…ôC(j®©)¿Ì∫ÕASBÉ»(n®®i)≤ø—ð◊É“é(gu®©)¬…£¨Ω“ æ¥Ûë™(y®©ng)◊É°¢∏þë™(y®©ng)◊ɬ œ¬µƒœý◊É“‘º∞Ñ”ëB(t®§i)‘ŸΩY(ji®¶)æßôC(j®©)÷∆°£È_’π«––º◊É–Œ°¢«–œ˜¡¶°¢«–œ˜úÿ∂»∫Õº”π§±Ì√ÊŸ|(zh®¨)¡øµƒœµΩy(t®Øng)—–æø£¨Ω“ æ‰è˝X–Œ«––º∫Õ÷Ð∆⁄–‘«–œ˜¡¶°¢«–œ˜úÿ∂»∫Õº”π§±Ì√ÊŸ|(zh®¨)¡ø÷ÆÈgµƒ∂®¡øÍP(gu®°n)œµ°£
(2)þM(j®¨n)“ª≤ΩÈ_’πÑ”ëB(t®§i)«–œ˜¡¶—–æø£¨Ω“ æÑ”ëB(t®§i)«–œ˜¡¶ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪؓé(gu®©)¬…“‘º∞≈c‰è˝X–Œ«––º÷ÆÈgµƒ∂®¡øÍP(gu®°n)œµ£¨ûÈ«–œ˜Ö¢îµ(sh®¥)Éû(y®≠u)ªØµÏ∂®ª˘µA(ch®≥)°£
(3)È_’πª˘”⁄∑«Ω””| Ωúyúÿ∑®µƒ«–œ˜úÿ∂»—–æø£¨Ω“ æ«–œ˜úÿ∂»ÎS«–œ˜Ö¢îµ(sh®¥)µƒ◊ɪؓé(gu®©)¬…£¨Õ¨ïrΩY(ji®¶)∫œ”–œÞ‘™∑¬’ÊΩ®¡¢«–œ˜úÿ∂»ÓA(y®¥)úyƒ£–Õ£¨åç(sh®™)¨F(xi®§n)«–œ˜Ö^(q®±)”Úúÿ∂»∑÷≤ºµƒð^ú (zh®≥n)¥_ÓA(y®¥)úy°£
(4)…Ó»ÎÈ_’π“—º”π§±Ì√ÊŸ|(zh®¨)¡øµƒœµΩy(t®Øng)—–æø£¨”»∆‰ «º”èä(qi®¢ng)嶱Ì√Ê∞◊å”∫Õöà”ýë™(y®©ng)¡¶µƒ—–æø£¨èƒÃ·∏þÆa(ch®£n)∆∑∑˛“€–‘ƒÐµƒΩ«∂»þM(j®¨n)––π§ÀáÉû(y®≠u)ªØ°£
(5)‘⁄µ∂æþƒ•ìp—–æø∑Ω√Ê£¨“ª∑Ω√ÊÕ®þ^å¶≤ªÕ¨µ∂æþ≤ƒ¡œ«–œ˜–‘ƒÐµƒå¶±»£¨Éû(y®≠u)þx∫œþmµƒµ∂æþ≤ƒ¡œ°£¡Ì“ª∑Ω√Ê–Ë“™Ω®¡¢µ∂æþâ€√¸Ωõ(j®©ng)Úû(y®§n)π´ Ω£¨èƒ∂¯∏¸∫√µÿ÷∏åß(d®£o)«–œ˜º”π§π§Àᵃ∫œ¿Ì÷∆∂®°£
8°¢ΩY(ji®¶)’Z
‚Å∫œΩ”…”⁄∆‰Éû(y®≠u)‘Ωµƒ–‘ƒÐ∂¯±ªèV∑∫ë™(y®©ng)”√”⁄±ä∂ýÓI(l®´ng)”Ú÷–£¨±ª∑Q◊˜≥¨ºâ∫œΩ≤ƒ¡œ°£µ´À¸ «“ª∑Nµ‰–ÕµƒÎyº”π§≤ƒ¡œ£¨‘⁄«–œ˜þ^≥Ã÷–ï˛≥ˆ¨F(xi®§n)µ∂æþƒ•ìpá¿(y®¢n)÷ÿ°¢«–œ˜¡¶¥Û°¢«–œ˜úÿ∂»∏þ∫Õ±Ì√ÊŸ|(zh®¨)¡ø≤Óµ»ÜñÓ}£¨Ωo‚Å∫œΩ¡„≤øº˛µƒº”π§÷∆‘ÏéßÅÌð^¥Ûµƒ¿ßÎy°£Îm»ª∏þÀŸ«–œ˜º”π§ºº–g(sh®¥)µƒë™(y®©ng)”√¥ŸþM(j®¨n)¡À‚Å∫œΩº”π§ºº–g(sh®¥)µƒþM(j®¨n)≤Ω£¨µ´∆‰‘⁄º”π§ôC(j®©)¿Ì∑Ω√Ê≈cǘΩy(t®Øng)«–œ˜µƒð^¥Û≤ÓÆ꣨–ËÈ_’πþM(j®¨n)“ª≤Ωµƒ…ӻΗ–æø°£
á¯É»(n®®i)Õ‚åW(xu®¶)’þÕ®þ^嶂Å∫œΩ∏þÀŸ«–œ˜º”π§þM(j®¨n)––¥Û¡ø‘áÚû(y®§n)£¨Îm»ª‘⁄“ª∂®≥Ã∂»…œΩ“ æ¡À∏þÀŸ«–œ˜º”π§ôC(j®©)¿Ì£¨µ´«–œ˜Ö¢îµ(sh®¥)µƒ∫œ¿Ìþx”√“‘º∞µ∂æþ≤ƒ¡œµƒþxìÒ»‘ «÷∆ºsÆî(d®°ng)«∞‚Å∫œΩ«–œ˜º”𧵃∆øÓiÜñÓ}°£‘⁄ΩÒ∫Ûë™(y®©ng)÷ÿ¸c(di®£n)È_’π«––º◊É–Œ°¢«–œ˜¡¶°¢«–œ˜úÿ∂»∫Õº”π§±Ì√ÊŸ|(zh®¨)¡øµƒœµΩy(t®Øng)—–æø£¨Ω“ æ‰è˝X–Œ«––º∫Õ÷Ð∆⁄–‘«–œ˜¡¶°¢«–œ˜úÿ∂»∫Õº”π§±Ì√ÊŸ|(zh®¨)¡ø÷ÆÈgµƒ∂®¡øÍP(gu®°n)œµ°£Õ¨ïrº”èä(qi®¢ng)嶱Ì√Ê∞◊å”∫Õöà”ýë™(y®©ng)¡¶µƒ—–æø£¨“‘±„÷∏þ‚Å∫œΩ¡„≤øº˛µƒ∑˛“€–‘ƒÐ°£
tagòÀ(bi®°o)∫û:‚Å∫œΩ