



發(fā)布日期:2021-12-12 0:04:49
1、前言
鈦及鈦合金是一種優(yōu) 良的結(jié)構(gòu)材料 ,具有密度小、比強(qiáng)度高、塑韌性好 、耐熱蝕性好、可加工性較好等特點(diǎn) ,因此廣泛應(yīng)用 在航 空航天 、化工 、造船、冶金、儀器儀表等工業(yè)領(lǐng)域。我公司是一個大型氯堿化工生產(chǎn)企業(yè) ,鈦及鈦合金在氧化性、中性及有氯離子介質(zhì)中,其耐腐蝕性優(yōu)于不銹鋼,在生產(chǎn)氯鹽介質(zhì)工藝流程中的設(shè)備、管道及儀器儀表大多選用鈦及鈦合金材料制造。寶雞鈦合金生產(chǎn)廠家-科輝鈦業(yè),結(jié)合多年的鈦及鈦合金材料深加工經(jīng)驗(yàn),將鈦材料的焊接特點(diǎn)與工藝,分享如下。

2、鈦及鈦合金的焊接特點(diǎn)
鈦及鈦合金具有特定的物理 、化學(xué)及熱處理性能 ,為了掌握鈦及鈦合金的焊接工藝 ,提高焊接質(zhì)量 ,必須深入了解鈦及鈦合金的特點(diǎn)。
2.1 焊接接頭的脆化
鈦的化學(xué)性能很活潑 ,在液態(tài)或高于 600%的固態(tài)下極易和氧 、氮 、氫等元素相互作用 ,產(chǎn)生脆化。在常溫下 ,由于表面氧化膜 的作用 ,鈦材保持著穩(wěn)定性和耐腐蝕性 ,但鈦在高溫下特別是熔融狀態(tài)時極易在焊縫熱影響區(qū)的金屬正反面得不到有效保護(hù)的情況下,很容易與氧、氮、氫發(fā)生反應(yīng) ,生成硬度脆性較大的氧化鈦 、二氧化鈦 ,空氣 中的 氫產(chǎn)生氫脆。因此 ,在鈦焊接時 ,為保護(hù)焊縫熱影響區(qū)免受空氣污染 ,我們通常采用的高純度的惰性氣體做為保護(hù)氣體 ,如 :氬氣或氬氦混合氣體。
造成鈦材脆化的另一個原 因是碳造成的脆化 。碳主要來源于母材、焊絲和油污等,碳在超過溶解度時析出硬脆的碳化鈦,使焊縫塑性迅速下降,在焊接應(yīng)力的作用下易產(chǎn)生裂紋 。
2.2 焊接接頭的裂紋
2.2.1 熱裂紋傾向
由于鈦材 中的碳 、硫 、磷 等雜質(zhì)較少 ,所 以裂紋的敏感性低,在當(dāng)母材和焊絲質(zhì)量不合格 ,特別是 當(dāng)焊絲有裂紋 、夾層缺陷時 ,會在夾層 的裂紋處積聚大量有害雜質(zhì)而使焊縫產(chǎn)生熱裂紋。
2.2.2 冷裂紋傾向
當(dāng)焊縫 中含有氧 、氫 、氮量較多時 ,焊縫和熱影響區(qū)性能變脆 ,在較大的焊接應(yīng)力作用下容易出現(xiàn)裂紋 ,這種裂紋是在較低 的溫度下形成的 ,在焊接鈦及鈦合金時,影響區(qū)有時會出現(xiàn)延遲裂紋,其主要原因是氫造成 的,氫脆及氫化物析出時產(chǎn)生較大的組織應(yīng)力 ,在加上氫原 的擴(kuò)散 與聚焦 ,最終使焊接接頭產(chǎn)生裂紋 ,防止這種延遲裂紋的方法主要是送還和焊接接頭氫 的來源。
2.2 .3 焊縫氣孔
氣孔是鈦及鈦合金焊接中常見的缺陷,氧、氮、氫、二氧化碳 、水和油污等都可能引起氣孔的形成 ,但氫是鈦及鈦合金焊接 中形成氣孔的主要?dú)怏w,氫氣也多數(shù)產(chǎn)生于焊縫中部和熔解處。
(1)氫氣形成的原因
氫在高溫時溶入溶池,冷卻結(jié)晶時過飽和的氫來不及從溶池逸 出,在焊縫 中積聚形成氣孔 ,焊縫凝 固的過程中中部溫度高 ,使溶池中部的氫除了向氣泡核擴(kuò)散外 ,同時也向熔合線擴(kuò)散 ,在焊縫中部和溶池邊脆氫易過飽和而產(chǎn)生氣孔。
(2 )減少氣孔的措施
防止氣孔 產(chǎn)生 的關(guān)鍵 是杜 絕有 害氣體 的來源 ,防止焊接區(qū)被污染 ,通常采取以下措施 ;
① 焊前仔細(xì)清除焊絲、母材表面上的氧化膜及油污等有機(jī)物質(zhì)、嚴(yán)格限制原材料中的氧、氫、氮等雜質(zhì)氣體的含量,焊前對焊絲進(jìn)行真空去氫處理。
② 盡量縮短焊件清理后到焊接時間的間隔,一般不超過兩小時,否則要妥善保存 ,以防吸潮。采用機(jī)械方法加工破 口端面、并除去剪切痕跡。
③ 正確選擇焊接工藝參數(shù),延長溶池停留時間,以便于氣泡的逸出,控制氬氣的流量 、防止紊流現(xiàn)象。
④ 采用低露點(diǎn)氬氣,其純度大于99. 99%,焊距上通氬氣的管道不宜采用橡膠管,以尼龍軟管為好。
2.2.4 精晶傾向
鈦的溶點(diǎn)高、熱溶量大 、導(dǎo)熱性差 ,因此在焊接時容易產(chǎn)生較大的溶池并且熔池的溫度很高。
這使得焊縫及熱影響區(qū)的金屬在高溫的時間比較長,晶粒長大傾向較大,使接頭塑性的斷裂韌性降低。長大的晶粒難以用熱處理方法恢復(fù),所以焊接時應(yīng)嚴(yán)格控制焊接 的熱輸人量 ,一般采用較小 的焊接電流和較快的焊接速度,來避免產(chǎn)生較粗大的晶粒 。
2.2.5 焊接變形
鈦 的彈性模量 比不銹鋼小 ,在 同樣 的焊接盈利條件小 ,鈦及鈦合金的焊接變形時不銹鋼 的一倍 ,而且矯形很困難 ,因此在焊新年好時應(yīng)該采用墊板和壓板將待焊工件壓緊,以減少焊接變形 。
3、鈦及鈦合金的焊接工藝
鈦及鈦合金的性質(zhì)非常活潑,溶解氮 、氫、氧的能力很大 ,普通 的焊條手弧焊 、氣焊 、二氧化碳?xì)怏w保護(hù)焊都不適合鈦及鈦合金的焊接 ,根據(jù)鈦及鈦合金 的主要焊接方法及其特點(diǎn) ,應(yīng)用最多的有鎢極氬弧焊 、熔化極氬弧焊 。
3.1 焊接準(zhǔn)備
3.1.1 焊接清理
鈦及鈦合金的焊接接并沒有對它 的質(zhì)量在很大程度上取決于焊件和焊絲 的焊前 清理 工作 ,通常采用機(jī)械清理和化學(xué)清理。
(1)機(jī)械清理采用沖壓、剪切和切割下料的工件均需要焊前對其接頭邊緣進(jìn)行機(jī)械清理,對于焊接質(zhì)量要求不高或酸洗有困難的焊件,一般可以用細(xì)砂布、不銹鋼絲刷擦試或用硬質(zhì)合金刮刀削焊縫邊緣去 除表面氧化膜 ,刮出金 屬光澤即可。
而對于采用氣割下料的工件,機(jī)械加工的切削層的厚度不能小于2~5mm 。然后用丙酮 、乙醇或 甲醇等溶劑除去坡口兩側(cè) 的手印 、有機(jī)物質(zhì)及焊絲表面的油污等。在除油時需要使用厚棉布,毛刷刷洗 。對于焊接經(jīng)過熱加工或在無保護(hù)氣體的情況下熱處理的則需要進(jìn)行綜合清理 ,通常采用噴吵清理表面 ,然后進(jìn)行化學(xué)清理 。
(2)化學(xué)清理我們一般采用 鹽酸清理焊件焊絲表面 ,經(jīng)酸洗和水洗擦干后應(yīng)在 四小時內(nèi)用完 ,否則需重新清理 ,焊絲可放在溫度為 150 —200℃烘箱內(nèi)保存,隨取隨用。取焊絲應(yīng)戴潔潔凈白手套 ,以免潮熱焊比,對焊件應(yīng)采取塑料布 掩蓋防止污染 ,對已沾污的可用丙酮或酒精擦洗 。
(3)坡口配置
在選擇坡 口形式及尺 寸時 ,應(yīng)盡 量減少焊接層數(shù)和填充金屬量,以防止接頭塑性的下降,搭接接頭由于其背面保護(hù)困難,接頭受力差盡可能不采用 。對 于母材厚度小于2.5mm 的 I 型坡 口對接接頭 ,可以不添加填充焊絲進(jìn)行焊接 。對 于厚度大的母材則需要開坡 口并添加填充金屬 ,一般應(yīng)盡量采用平焊。
由于鈦的一些特殊 的物理性能 ,如表面張力系數(shù)大,熔融態(tài)時黏度小,使得焊前必須對焊件進(jìn)行仔細(xì)裝配 ,點(diǎn)固焊是減少焊件變形的措施之一 ,一般焊點(diǎn)間距為 100—150m m ,其長充約 10—15m m 。點(diǎn)固焊所用的焊絲、焊接工藝參數(shù)及保護(hù)氣體等條件與正式焊接時相 同 ,在每一點(diǎn)固點(diǎn)焊時 ,焊件的背面必須通氬氣保護(hù)以止焊點(diǎn)被污染,停焊時, 應(yīng)延時關(guān)閉氬氣 ,同時裝配時應(yīng)嚴(yán)禁使用鐵器 敲擊劃傷待焊工件表面。
3.2 焊接工藝
3.2.1 鎢極氬弧焊
鎢極氬弧焊是采用高熔點(diǎn)的鎢棒 (釷鎢、鈰鎢)做為電極,氬氣流的保護(hù)區(qū),依靠不熔化的鎢棒與焊件之 間產(chǎn)生 的電弧熔化基本金屬及填充焊絲的一種方法 。
鎢極氬弧焊是焊接鈦及鈦合金最常用的方法,通常用于焊絲厚度在 3mm 以下的鈦及鈦合金。
鎢極氬弧焊可分為敞開式焊接和箱 內(nèi)焊接兩種類型 ,它們又各 自分為手工焊和 自動焊 ,敞開式焊接是在大氣環(huán)境中的普通氬時,是利用焊槍噴嘴、托罩和背面保護(hù)裝置通以適量的氬氣和氬氦混合氣體,把焊接高溫區(qū)與空氣隔開,以防止空氣侵入而沾污焊接區(qū)的金屬 ,這是一種局部氣體保護(hù) 焊接方法。
鈦及鈦合金鎢極手工氬弧焊必須配用氬氣保護(hù)效果 良好的焊槍 、托罩 、焊接時一般采用左焊法,焊槍盡可能與焊件表面垂直,鎢極伸出長充(5~8mm )和噴嘴(16~20mm )離焊件表面距離盡量小,但不要影響焊接時的視線,焊槍操作要平衡均勻,送絲時應(yīng)注意不要將焊絲熔化端部移出氬氣保護(hù)區(qū) ,否則焊絲端部被 氧化后再熔入熔池會影響焊縫的質(zhì)量。當(dāng)焊接中斷或結(jié)束時,焊槍必須在結(jié)束處停留一段時間,繼續(xù)送氬氣保護(hù),尤其是托罩不能離開焊縫保護(hù) 區(qū),直至冷卻到焊縫不再氧化的溫度時方可移開 、停氣 。
3.2.2 焊接材料的選擇
(1)氬氣 適用于鈦及鈦合金焊接用的氬氣為一級氬氣 ,其純度為 99.99%,露點(diǎn)在 一40%以下,雜質(zhì)總含量 < 5%,水分 < 0.001M G /L。焊接過程中如果氬氣的壓力降至 1M PA 時應(yīng)停止使用,以保證焊接接頭的質(zhì)量。
(2)焊絲 填充焊絲 的成分一般應(yīng)與母材金屬的成分相同 。常用 的牌號有 TA1、TA2、TA3、TA4、TA5、TA6 及 TC3 等。這些焊絲均以真空退火狀態(tài)供應(yīng) ,如果沒有標(biāo)準(zhǔn)牌號 的焊絲 ,可以從焊件上剪下狹條作為焊絲代用。為了提高焊縫金屬的塑性,也可選用純鈦焊絲 。
(3 )氬氣 流量的選擇 以達(dá)到 良好 的焊接表面色澤為準(zhǔn)過 的流量不易形成穩(wěn)定的氣流層 ,容易產(chǎn)生紊流現(xiàn)象。對焊接區(qū)產(chǎn)生污染,降低焊縫塑性。對托罩中的氬氣含量不足時焊接接頭表面呈現(xiàn)不同的氧化色澤 ,而流量過大時將對焊槍噴嘴的氣流產(chǎn)生干擾.
3.3 氣體保護(hù)
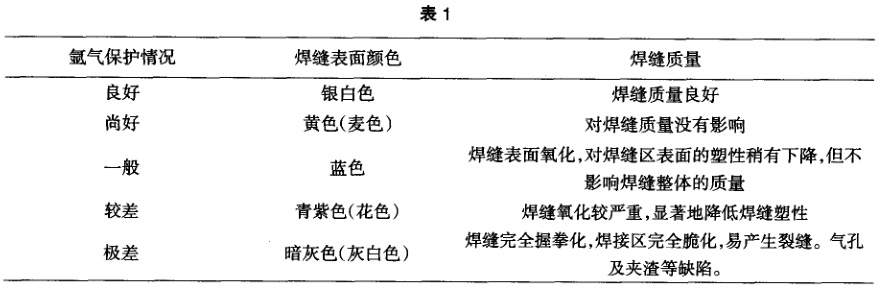
由于鈦及鈦合金對空氣中的氧、氮、氫等氣體具有很強(qiáng)的親和力,因互必須在焊縫區(qū)和熱影響區(qū)采取 良好的措施 ,在焊接時應(yīng)提前送氬氣三秒以上 (這是指焊槍 ),焊接過 程中在選擇接 頭形式時要考慮到焊接時便于氬氣的有效保護(hù) ,同時接頭背面也要單獨(dú)通入氬氣保護(hù),在焊接管道時每次必須提前充氬氣或氬擬混合氣體進(jìn)行保護(hù)。第一層焊接完時仍繼續(xù)充氬氣不能終斷直至第二層也焊接完畢,焊接結(jié)束時還要延遲斷氣時間 15 ~30s以上。以焊接多層多道焊時,每一層都要保護(hù)好 ,不能只憑蓋面層焊縫的色澤來評介焊接接頭
的保護(hù)效果。總之,采用合理的保護(hù)裝置、設(shè)施及焊接工藝才能保證有合格的焊接質(zhì)量 ,具體產(chǎn)生的影響如下表 1:
3.4 焊接工藝參數(shù)
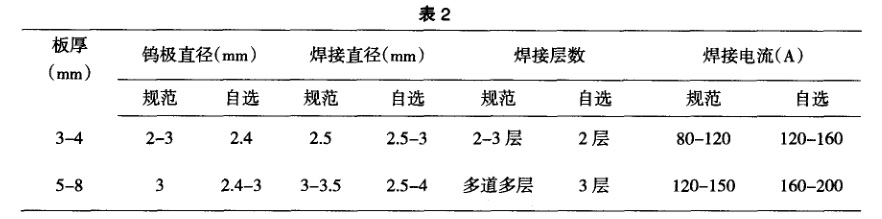
在焊接規(guī)范里,焊接電流遷用的都較小,而本人從事多年的焊接鈦和鈦合金的管道、設(shè)備制作。
為了加快工程進(jìn)度,我采用的焊接電流比《焊接規(guī)范》里稍大一些 ,經(jīng)過多年焊接經(jīng)驗(yàn)的積累,在保證了焊接質(zhì)量 的前提下 ,選用 了較大 的焊接 電流和最大 的焊接速度 ,提高 了工作效率 ,達(dá)到了預(yù)期的效果,加快了工程進(jìn)度 ,得到了單位的好評 ,具體焊接參對照如下表 2:
4、結(jié)論
焊接鈦及鈦合金時,保護(hù)氣體純度、流量、噴嘴的結(jié)構(gòu)形式和尺寸大小與焊件的距離 ,接頭形式及內(nèi)外保護(hù)裝置是否符合要求,室內(nèi)室外或風(fēng)力大小都會影響焊接質(zhì)量 ,所以在焊接鈦及鈦合金時要注意各種保護(hù)措施是否合理,準(zhǔn)備工作是否到位 ,是否能確保焊接質(zhì)量合格 ,關(guān)系非常重大。
參考文獻(xiàn)
[1]機(jī)械工業(yè)沈陽教材編委會編.焊接基礎(chǔ)【M ].東北工學(xué)院出版社 ,1989.
[2】焊接技術(shù)編寫組.焊接技術(shù)[M ].北京國防工業(yè)出版社,1991.
[3]朱若蘭,等譯.特殊金屬材料的焊接[M ](日本焊工培訓(xùn)教材).上海科技文獻(xiàn) 出版社,2003.
tag標(biāo)簽:鈦合金廠家,鈦合金焊接,鈦合金焊接工藝