



發(fā)布日期:2022-4-25 10:34:29
引言
金屬熔煉技術(shù)隨著科學(xué)技術(shù)的發(fā)展和生產(chǎn)的需要不斷完善,近年來,新的熔煉方法不斷涌現(xiàn),使材料的質(zhì)量和產(chǎn)量得到提高,但還存在耗能高、損耗大、經(jīng)濟(jì)技術(shù)指標(biāo)較低等問題,所以研究現(xiàn)有熔煉技術(shù)并不斷開發(fā)新的熔煉技術(shù)具有深遠(yuǎn)的意義。與其他金屬相比,鈦及其合金是高化學(xué)活性金屬,在熔融狀態(tài)下,幾乎與所有耐火材料發(fā)生化學(xué)反應(yīng),且不能在大氣中進(jìn)行熔煉,必須在真空或惰性氣氛下進(jìn)行,因此掌握鈦合金的熔煉技術(shù)難度較大,目前只有少數(shù)國家掌握了鈦合金的熔煉技術(shù)。
鈦及鈦合金的熔煉主要分為兩類:真空自耗和真空非自耗熔煉。真空自耗熔煉主要包括真空自耗電弧熔煉(Vacuumarcremehing,VAR)、電渣熔煉以及真空凝殼爐熔煉。真空非自耗熔煉主要包括真空非自耗電弧熔煉、冷坩堝感應(yīng)熔煉、冷床爐熔煉l_5],而冷床爐熔煉又分為電子束冷床爐熔煉(Electronbeamcoldhearthmmelting)和等離子束冷床爐熔煉(Plasmaarccoldhearthmelting)。目前鈦及鈦合金鑄錠的工業(yè)化生產(chǎn)中應(yīng)用最廣泛的是真空白耗電弧熔煉和冷床爐熔煉。
1、真空自耗電弧熔煉技術(shù)
1.1VAR熔煉原理及特點(diǎn)
目前,生產(chǎn)鈦及鈦合金鑄錠的主要方法仍為真空自耗電弧熔煉,并可能在今后較長一段時(shí)間占據(jù)熔煉工藝的主導(dǎo)地位。圖1為真空自耗電弧爐示意圖,其中將壓制好的自耗電極作為負(fù)極,銅坩堝作為正極,在真空或惰性氣氛中,將自耗電極在電弧高溫加熱下迅速熔化,形成熔池并進(jìn)行攪拌,一些易揮發(fā)雜質(zhì)將加速擴(kuò)散到熔池表面被去除,合金的化學(xué)成分經(jīng)過攪拌可達(dá)到充分均勻。
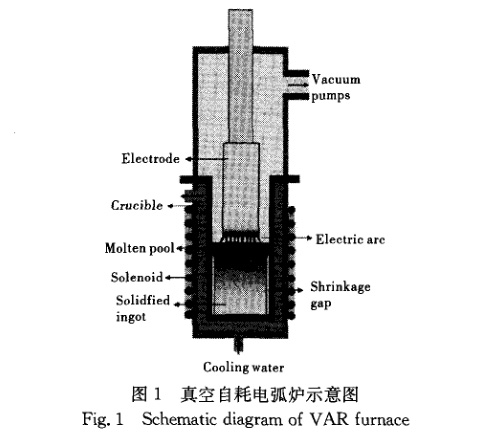
VAR技術(shù)的優(yōu)點(diǎn)是熔煉速度快,工藝自動(dòng)化程度高、操作簡單、可生產(chǎn)大型鑄錠,可滿足一般工業(yè)要求,對(duì)于易揮發(fā)雜質(zhì)和某些氣體(如氫氣、氮?dú)?的去除有良好的效果;能降低高蒸氣微量元素的含量;可得到從下向上的近定向凝固柱狀晶;降低宏觀偏析和微觀偏析;多次重熔后鑄錠的一致性和均勻性較好。隨著科學(xué)技術(shù)的進(jìn)步,VAR技術(shù)不斷完善,通過運(yùn)用先進(jìn)的技術(shù),生產(chǎn)出了大規(guī)模、低偏析、高質(zhì)量的鑄錠。
VAR技術(shù)還存在著一些不足,如熔煉易偏析合金元素較多的鈦合金時(shí),仍然會(huì)出現(xiàn)宏觀和微觀偏析;化學(xué)成分均勻性差;容易產(chǎn)生組織缺陷;必須用較大的壓力機(jī)制備自耗電極、殘料利用率低,不能有效去除低、高密度夾雜等。另外,該工藝回收廢料困難,生產(chǎn)的鑄錠發(fā)生夾雜的頻率很高,因而限制了它在熔煉高質(zhì)量合金中的應(yīng)用。現(xiàn)在自耗電極電弧爐多用來重熔鑄錠,這在一定程度上克服了上述缺點(diǎn),可生產(chǎn)致密、無缺陷、成分均勻,具有所要求的化學(xué)成分、尺寸和晶粒結(jié)構(gòu)的鑄錠。
1.2VAR熔煉技術(shù)發(fā)展現(xiàn)狀
VAR技術(shù)經(jīng)過5O多年的發(fā)展,已經(jīng)較為完善成熟,近年來的技術(shù)發(fā)展主要表現(xiàn)在5個(gè)方面:
(1)鑄錠尺寸大型化。電弧熔煉是一種批次工藝,因此增大批次規(guī)模會(huì)提高效率。隨著現(xiàn)代工業(yè)對(duì)大型鍛件的需求逐漸增多,需要較大規(guī)格的鑄錠。大型VAR爐在國外的制造技術(shù)生產(chǎn)、工藝已經(jīng)較為成熟和完善,據(jù)了解大型VAR爐可熔煉直徑為1524mm、質(zhì)量達(dá)30t的鈦鑄錠,國外工業(yè)發(fā)達(dá)國家熔鈦用真空白耗電弧爐噸位多為8~15t。我國鈦熔煉主要采用VAR爐,但爐型較小,20世紀(jì)90年代增設(shè)了6tVAR爐,2002年以后,寶鈦集團(tuán)先后引進(jìn)4臺(tái)10t爐,寶鋼集團(tuán)引進(jìn)2臺(tái)10t爐,1臺(tái)15t爐,西部鈦業(yè)引進(jìn)2臺(tái)8t爐、1臺(tái)12t爐,西部超導(dǎo)公司也先后引進(jìn)4臺(tái)8t爐、鑄錠生產(chǎn)實(shí)現(xiàn)了大型化。
(2)工藝自動(dòng)化。VAR爐全自動(dòng)重熔工藝日趨成熟。現(xiàn)代VAR爐采用先進(jìn)的計(jì)算機(jī)自動(dòng)電控盒數(shù)據(jù)收集系統(tǒng),根據(jù)重熔配方進(jìn)行電腦控制重熔工藝,重熔對(duì)給定的合金和鑄錠規(guī)格建立良好的熔煉模式,并分析熔煉過程中出現(xiàn)的問題,獲得良好的鑄錠表面質(zhì)量和內(nèi)在的冶金質(zhì)量,提高金屬成品率。目前VAR熔煉的工藝模擬已經(jīng)發(fā)展到能合理準(zhǔn)確預(yù)測凝固條件、熔池深度和化學(xué)成分。新一代模型要求能夠預(yù)測結(jié)晶特征,如β斑,并給出結(jié)晶時(shí)的三維條件。
(3)生產(chǎn)高效化。自動(dòng)稱重混布料系統(tǒng)、大型真空等離子焊箱、殘極焊接裝置等輔助設(shè)備的應(yīng)用,能夠制造出高質(zhì)量的自耗電極,使得VAR工藝更具有穩(wěn)定性和重復(fù)性,提高鑄錠質(zhì)量和成品率,此外,國外設(shè)計(jì)的VAR爐通常采用雙工位布置方式,熔煉時(shí)在兩個(gè)工位交替進(jìn)行,提高了生產(chǎn)效率。
(4)供電方式的改變。過去的VAR爐供電方式為非同軸的,當(dāng)強(qiáng)大的電流通過電路時(shí),產(chǎn)生很強(qiáng)的磁場,使熔煉過程電弧不穩(wěn)定。現(xiàn)在新型的VAR爐均采用同軸型供電方式,可以抵消磁場的影響,防止偏析產(chǎn)生,特別是針對(duì)大型鑄錠,采用這種供電方式非常有必要。
(5)數(shù)值模擬技術(shù)的發(fā)展。VAR技術(shù)雖然工藝簡單、操作方便,但由于熱源的特點(diǎn)導(dǎo)致熔體溫度分布不均,從而使所得鑄錠存在成分、組織不均勻,易出現(xiàn)凝固缺陷等問題,而鑄錠重熔凝固過程中的成分、組織特征與其溫度場的分布直接相關(guān),因此,探討鑄錠溫度場分布規(guī)律與工藝參數(shù)的關(guān)系是獲得成分、組織均勻的高品質(zhì)鑄錠的基礎(chǔ)。近年來,國內(nèi)外學(xué)者多采用數(shù)值模擬方法研究VAR工藝過程的溫度場、電磁場和流場等特征,法國的Hafid等口。建立了數(shù)學(xué)模型來研究VAR過程中自耗電極的熱行為,利用模型成功預(yù)測熔煉速度以及自耗電極底部形狀變化,并通過實(shí)驗(yàn)驗(yàn)證模型的準(zhǔn)確性。國內(nèi)的趙小花等]基于VAR過程的熱平衡關(guān)系,建立了鈦合金鑄錠VAR過程的電磁場、溫度場和流場的有限元模型,實(shí)現(xiàn)了多物理場的順序耦合;揭示了熔煉電流、電磁攪拌、冷卻條件等工藝參數(shù)與電弧特性、熔池表
面及流動(dòng)行為、電磁場和鑄錠溫度場分布的關(guān)系規(guī)律,采用所建立的模型準(zhǔn)確預(yù)測了鑄錠成分分布(含偏析)、缺陷分布及凝固組織形貌,指導(dǎo)了大飛機(jī)主干材料TC4一DT、TC21鈦合金5t、8t鑄錠、TB6鈦合金1t鑄錠熔煉工藝改進(jìn)和批次穩(wěn)定性研究,大大提高了鑄錠的成分均勻性、潔凈度和批次穩(wěn)定性。
2、冷床爐熔煉技術(shù)
冷床爐熔煉技術(shù)是在航空用鈦合金高質(zhì)量、高可靠性的迫切需求的形勢下出現(xiàn)的,在解決低、高密度夾雜及成分均勻性方面比較好地解決了真空自耗電弧熔煉的不足,與真空感應(yīng)熔煉相比,也更適合工業(yè)化生產(chǎn)。近20年來,國外學(xué)者在冷床爐熔煉的數(shù)值模擬、工藝簡化、參數(shù)優(yōu)化、顯微組織改進(jìn)等方面進(jìn)行了大量的研究開發(fā)工作,這將成為未來高性能、多組元、高純度鈦合金和金屬間化合物研究及生產(chǎn)不可少的技術(shù)。
在航空飛行史上,有不少飛行事故是由于鈦合金的冶金缺陷引起零件的提前斷裂,從而導(dǎo)致發(fā)動(dòng)機(jī)和飛機(jī)失效。據(jù)美國FAA(聯(lián)邦航空局)的報(bào)道,1962-1990年間,美國共有25起飛行事故是由和熔煉工藝相關(guān)的缺陷引起零件的失效或早期斷裂造成的,其中影響最為嚴(yán)重的冶金缺陷是硬a夾雜物和高密度夾雜物1],有數(shù)據(jù)統(tǒng)計(jì)表明,能被檢測出的硬夾雜只占總數(shù)的1/100000,大部分硬a夾雜物沒有被檢測出來。因此,提高鈦合金的冶金質(zhì)量成為鈦發(fā)展和研究的關(guān)鍵技術(shù)之一,直接影響航空發(fā)動(dòng)機(jī)和飛機(jī)的使用可靠性。1989年美國Iowa州Sioux城發(fā)生的IX;一10墜機(jī)事件造成111人遇難,經(jīng)調(diào)查,事故原因是發(fā)動(dòng)機(jī)的Ti一6A1—4V鈦合金一級(jí)風(fēng)扇盤上存在硬夾雜,造成了盤件的早期疲勞斷裂。
這次災(zāi)難性事故進(jìn)一步說明了鈦合金部件冶金質(zhì)量的重要性。
冷床爐熔煉技術(shù)是20世紀(jì)80年代發(fā)展起來的一種生產(chǎn)潔凈金屬的先進(jìn)熔煉技術(shù),其獨(dú)特的精煉水平可以有效地消除鈦合金中的各類低、高密度夾雜物,解決了長期困擾鈦合金工業(yè)界和航空企業(yè)的一大難題,已成為當(dāng)前生產(chǎn)航空發(fā)動(dòng)機(jī)鈦合金轉(zhuǎn)動(dòng)部件不可替代的先進(jìn)熔煉技術(shù)。國外先進(jìn)企業(yè)采用冷床爐進(jìn)行鈦合金熔煉,解決鑄錠高、低密度夾雜問題,被作為預(yù)防航空轉(zhuǎn)動(dòng)件和關(guān)鍵結(jié)構(gòu)件冶金缺陷、避免引起災(zāi)難事故的關(guān)鍵技術(shù),是實(shí)現(xiàn)鈦合金材料零缺陷純凈化技術(shù)的重要途徑。美國現(xiàn)行宇航材料標(biāo)準(zhǔn)中要求重要用途關(guān)鍵部件的鈦合金材料必須使用冷床爐制備技術(shù)。如GE公司于1988年開始采用冷床爐熔煉加真空自耗電弧熔煉技術(shù)生產(chǎn)航空發(fā)動(dòng)機(jī)關(guān)鍵轉(zhuǎn)子零件用鈦合金鑄錠。
目前,我國航空用鈦合金的熔煉基本采用真空自耗電弧爐熔煉方法。對(duì)于質(zhì)量要求高的鈦合金鑄錠,一般要經(jīng)過3次VAR熔煉,以獲得成分均勻、缺陷率低的鑄錠。在我國,用VAR工藝生產(chǎn)的鈦合金鑄錠、隨后的半成品和鑄件中曾發(fā)現(xiàn)多起夾雜物和成分偏析等冶金缺陷,嚴(yán)重影響了材料的使用可靠性,造成的經(jīng)濟(jì)損失也很大_2。為了提高我國鈦合金的熔煉水平和航空用鈦合金的質(zhì)量控制,我國的航空部門和冶金部門等相關(guān)單位非常重視,截至2014年,先后有7家單位已經(jīng)各自引進(jìn)并安裝了8臺(tái)電子束冷爐床熔煉爐和2臺(tái)等離子冷爐床熔鑄爐。
2.1冷床爐熔煉原理及特點(diǎn)
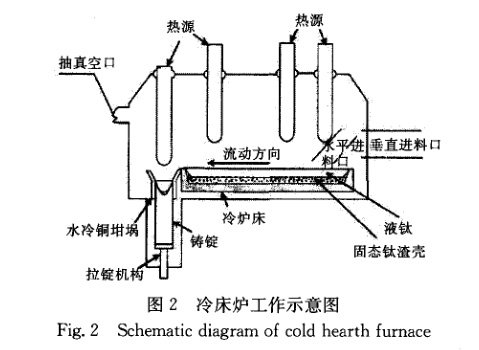
冷床爐在設(shè)計(jì)上將熔煉過程分為3個(gè)區(qū)域:熔化區(qū)、精煉區(qū)和結(jié)晶區(qū)。在熔化區(qū),原料由固態(tài)變成液態(tài)后流向精煉區(qū);在精煉區(qū),由于鈦液在冷床上可停留較長時(shí)間,可有效去除易揮發(fā)雜質(zhì)(如H、C1、Ca、Mg等),低密度夾雜(LDI)(如TiN)可以上浮至熔池表面通過溶解消除,而高密度雜質(zhì)(HDI)(如W、WC等)則可以下沉至冷床底部被凝殼捕獲,并充分實(shí)現(xiàn)合金化、減小偏析;最后通過溢流嘴流入結(jié)晶器,凝固成圓形鑄錠或扁錠,冷床爐示意圖見圖2。
冷床爐根據(jù)熱源不同,可分為電子束冷床爐和等離子束冷床爐。電子束冷床爐以電子束為加熱源,在高電壓下,電子從陰極發(fā)出,經(jīng)陽極加速后形成電子束,在電磁透鏡聚焦和偏轉(zhuǎn)磁場的作用下轟擊原料,電子的動(dòng)能轉(zhuǎn)變成熱能,使原料熔化,可以熔化各種高熔點(diǎn)金屬。電子束冷床爐要求在1×10Pa高真空下進(jìn)行。高真空有利于去除鈦合金中的低熔點(diǎn)揮發(fā)性金屬和雜質(zhì),起到提純作用。等離子束爐以等離子束為熱源,等離子束與自由電弧不同,它是一種壓縮弧,能量集中,弧柱細(xì)長。與自由電弧相比,等離子束具有較好的穩(wěn)定性、較大的長度和較廣的掃描能力,從而使它在熔煉、鑄造領(lǐng)域中具有獨(dú)特的優(yōu)勢。等離子槍是在接近大氣壓的惰性氣氛下工作,可以防止Al、Sn、Mn、Cr等高揮發(fā)性元素的揮發(fā)。
與真空自耗電弧熔煉相比,電子束冷床爐熔煉具有很多優(yōu)勢:
(1)可以采用多種形式的原材料如散狀海綿鈦、殘料以及鈦屑等,無需壓制電極,縮短原材料準(zhǔn)備時(shí)間,降低成本,提高效率;
(2)能夠大量使用經(jīng)濟(jì)的原材料,如含有碳化鎢雜質(zhì)的切削料,殘料添加比例可達(dá)100%;
(3)能夠有效去除易揮發(fā)雜質(zhì)以及低、高密度夾雜;
(4)通過控制功率密度,控制鈦熔體在冷床中的停留時(shí)間,保證合金元素充分均勻化,避免偏析,熔煉速度和熔池溫度可以靈活控制;
(5)可生產(chǎn)不同截面的鑄錠如圓錠、扁錠或空心錠,減少板材與管材生產(chǎn)時(shí)的后續(xù)加工,可明顯減少金屬加工損耗,采用矩形截面的錠坯用于板材生產(chǎn)可以顯著提高金屬收得率;
(6)通過對(duì)進(jìn)料口和溢流嘴的控制,可以實(shí)現(xiàn)一次成錠,一爐多錠,降低熔煉費(fèi)用,提高生產(chǎn)效率。
與電子束冷床爐熔煉工藝相比,等離子束冷床爐熔煉工藝有如下特性:
(1)等離子束作為熱源熔煉鈦合金時(shí),等離子槍是在接近大氣壓的惰性氣氛下工作,可以防止Al、Cr、Sn、Mn等高揮發(fā)元素的揮發(fā),可實(shí)現(xiàn)高合金化和復(fù)雜合金化鈦合金元素含量的精確控制。
(2)等離子槍產(chǎn)生的He或Ar等離子束是高速和旋轉(zhuǎn)的,對(duì)熔池內(nèi)的鈦液能起到攪拌作用,有助于合金成分的均勻化。
(3)等離子冷床爐熔煉時(shí)熔池大、深度相對(duì)較深,可以實(shí)現(xiàn)溶液的充分?jǐn)U散。
(4)等離子是在接近大氣壓氣氛下工作,因此不受原材料種類的限制,可以利用散裝料,如海綿鈦、鈦屑、澆道切塊等,也可以用棒料送入;而電子束爐需要在高真空度下(d0.1Pa)工作,在熔煉由海綿鈦組成的進(jìn)料時(shí),因海綿鈦中釋放的氣體會(huì)使得真空度下降,無法保證電子束槍的正常工作。
(5)熔煉時(shí)需要消耗大量惰性氣體(氬氣或氦氣),增加了熔煉成本,為了降低成本,回收利用昂貴的氦氣,大型PACHM爐常需配備惰性氣體回收裝置。
(6)生產(chǎn)效率不如EBCHM爐,在同樣功率下,EBCHM爐的熔煉速率約為PACHM爐的2倍,所以在冷床爐熔煉中,純鈦的熔煉主要以電子束為主。
2.2EBCHM技術(shù)發(fā)展現(xiàn)狀
目前世界上能生產(chǎn)冷床爐的公司主要有4家,即美國的Retech公司、Consarc公司,德國的ALD公司和烏克蘭的巴頓焊接研究所。冷床爐熔煉技術(shù)在國外發(fā)展較快,應(yīng)用最廣,尤其是美國冷床爐熔煉技術(shù)發(fā)展最成熟,生產(chǎn)能力最大,產(chǎn)能約占美國鈦熔煉總產(chǎn)能的45%。
電子束冷床爐根據(jù)電子槍工作原理不同又可分為冷陰極和熱陰極電子槍加熱,目前應(yīng)用最廣的是傳統(tǒng)的熱陰極電子束冷床爐,如美國Allvac公司1999年裝備了全世界最大的EB冷床爐,功率為5600kw,8槍,2路床,2坩堝,2供料系統(tǒng),最大錠重22.7t(圓形、方形),能熔煉860mmX1420mm扁錠,直接軋制成板材,美國采用單次錠電子束熔煉工藝生產(chǎn)的Ti6A14V板材代替多次VAR或“Hearth+VAR”板材產(chǎn)品,在軍用和民用領(lǐng)域已經(jīng)得到推廣應(yīng)用;德國DTG公司從ALD購買1臺(tái)EB爐于2008年初投入使用,最多可生產(chǎn)15t的鑄錠;日本東邦公司采用改造過的1800kw電子束冷床爐實(shí)現(xiàn)鈦的工業(yè)化生產(chǎn),可生產(chǎn)660mm×1350mm×2750mm優(yōu)質(zhì)純鈦扁錠。而針對(duì)冷陰極電子束冷床爐,除烏克蘭、俄羅斯具備該項(xiàng)技術(shù)外,其余國家均未涉足。輝光放電冷陰極電子槍首先由烏克蘭科學(xué)院巴頓焊接研究所研制成功,該電子槍取消了傳統(tǒng)的鎢絲結(jié)構(gòu),無需加熱到高溫的部件,槍體本身不需要抽真空,結(jié)構(gòu)簡單,操作方便,使用壽命長達(dá)1000h,其性能遠(yuǎn)優(yōu)于傳統(tǒng)的熱陰極電子槍,可使生產(chǎn)效率提高1倍多。熔煉可在較低真空度甚至接近大氣壓下進(jìn)行,該方法的明顯優(yōu)點(diǎn)是可以防止A1、Sn、Mn、Cr等高揮發(fā)元素的燒損,實(shí)現(xiàn)鈦合金高合金化和復(fù)雜合金化的元素含量的精確控制,特別適合鈦合金鑄錠的生產(chǎn)。由于冷陰極電子束冷床爐熔煉是在接近大氣壓氣氛下進(jìn)行,因此不受原材料種類的限制,可以利用散裝料如海綿鈦、中間合金、鈦屑等,也可直接添加未破碎的海綿鈦垛,可大大降低成本,提高生產(chǎn)效率。采用該技術(shù)研制的電子束冷床熔煉設(shè)備可以生產(chǎn)φ1200mm×4000mm(20t)的圓錠、420mm×1380mm×4000mm(10t)的扁錠,此外,巴頓所還掌握了直接添加大塊未破碎海綿鈦進(jìn)行熔煉的工藝技術(shù)、電子束表面熔修技術(shù)以及電子束冷床爐熔煉大型空心錠技術(shù)。而國內(nèi)見報(bào)道的僅北京長城鈦金公司于2008年成功設(shè)計(jì)制造100kw冷陰極電子槍,其性能達(dá)到國際同類產(chǎn)品先進(jìn)水平。目前,該公司已經(jīng)能夠制造100~600kw的大功率冷陰極電子槍,但是大型電子束冷床爐成套設(shè)備還不能獨(dú)立生產(chǎn),只能依靠進(jìn)口。
我國的電子束冷床爐熔煉技術(shù)起步較晚,目前國內(nèi)共有8臺(tái)電子束冷床爐,西北有色金屬研究院于2000年從德國購買了我國第一臺(tái)電子束冷床爐,總功率500kw,生產(chǎn)的鑄錠尺寸較小,只能作為科研和中試用。寶鈦集團(tuán)于2005年從德國引進(jìn)2400kw電子束冷床爐,可熔煉圓錠和扁錠,已實(shí)現(xiàn)工業(yè)化生產(chǎn),圓錠直徑達(dá)φ736mm,扁錠截面尺寸為370mm×1340mm,鑄錠最大長度為5000mm,最大質(zhì)量可達(dá)11t。寶鋼特鋼2008年從美國引進(jìn)的3200kw單結(jié)晶室雙坩堝電子束冷床爐已完成安裝調(diào)試,可實(shí)現(xiàn)工業(yè)化生產(chǎn)。圓錠直徑達(dá)到φ860mm,最大質(zhì)量達(dá)12t;扁錠截面尺寸為400mmX1200mm,最大質(zhì)量達(dá)10t。另外中船舶725所2010年從德國購置的3200kW電子束冷床爐、青海聚能鈦業(yè)從烏克蘭購置的3150kW電子束冷床爐、云南鈦業(yè)從美國引進(jìn)的3200kw電子束冷床爐以及攀枝花云鈦實(shí)業(yè)從烏克蘭引進(jìn)的3150kw電子束冷床爐均已完成安裝調(diào)試,具備工業(yè)化生產(chǎn)能力。此外青海聚能鈦業(yè)2012年從美國引進(jìn)4800kW雙工位電子束冷床爐,其是國內(nèi)功率最大的冷床爐,目前已安裝調(diào)試完成,每年可至少生產(chǎn)50000t鈦及鈦合金鑄錠。
近幾年來EBCHM技術(shù)發(fā)展主要表現(xiàn)在以下幾個(gè)方面:
(1)海綿鈦垛直接熔煉鈦錠。為進(jìn)一步降低生產(chǎn)鈦錠的成本和勞動(dòng)量,減少熔煉損失率,烏克蘭巴頓所首次在世界上研制出EBCHM熔煉0.7t重海綿鈦垛工藝,省去了海綿鈦破碎工序,研究結(jié)果表明海綿鈦垛的熔煉速率與塊狀廢料的熔煉速率相接近,熔化鈦垛比熔煉粒度10~70mm的破碎海綿鈦損失率低30~40,工藝經(jīng)濟(jì)指標(biāo)提高20%。生產(chǎn)的純鈦板坯組織均勻,無氣孔、非金屬夾雜等缺陷,雜質(zhì)含量均在標(biāo)準(zhǔn)要求范圍內(nèi)。目前烏克蘭巴頓所已經(jīng)可以直接熔煉質(zhì)量達(dá)4t的海綿鈦垛。此外,采用未經(jīng)破碎的海綿鈦垛熔煉鈦合金錠工藝正在研究中,目前已實(shí)現(xiàn)了部分高合金化的鈦合金鑄錠的熔煉,如BT6、BT22、BT8、BT9等,已用鈦垛熔煉出滿足AM標(biāo)準(zhǔn)要求的中840mmX4000mm的合金錠。
(2)數(shù)值模擬技術(shù)。采用電子束冷床爐熔煉鈦合金時(shí),存在合金元素易揮發(fā)、化學(xué)成分難控制的問題,而通過建立合金元素?fù)]發(fā)過程中的數(shù)學(xué)模型來預(yù)測熔煉合金鑄錠的化學(xué)成分,并通過合金補(bǔ)償方式來確保鑄錠達(dá)到既定的化學(xué)成分,成為各國學(xué)者爭相研究的重點(diǎn)。烏克蘭Akhonin等_2建立Ti一6A1—4V合金在電子束冷床爐熔煉過程Al元素?fù)]發(fā)動(dòng)力學(xué)的數(shù)學(xué)模型,結(jié)合質(zhì)量及能量平衡方程來研究熔煉速度、電子束功率以及原料成分對(duì)鑄錠最終成分的影響,并通過實(shí)驗(yàn)驗(yàn)證數(shù)學(xué)模型的準(zhǔn)確。
烏克蘭巴頓所建立合金成分揮發(fā)過程數(shù)學(xué)模型,并利用該模型成功熔煉直徑為φ400mm且符合GOST標(biāo)準(zhǔn)的VT6和VT22鈦合金鑄錠。
烏克蘭ZhukG.V等_26_研究了電子束冷床爐熔煉過程中鑄模溫度分布對(duì)鑄錠組織的影響,并通過實(shí)驗(yàn)驗(yàn)證計(jì)算的數(shù)據(jù),獲得相應(yīng)的技術(shù)條件來提高鑄錠組織含量。
法國Bellot等對(duì)EBCHM過程進(jìn)行了數(shù)值模擬,建立了元素?fù)]發(fā)損失的數(shù)學(xué)模型以及硬質(zhì)a夾雜溶解動(dòng)力學(xué)模型,利用模型計(jì)算溫度場、流場、Al濃度變化以及硬質(zhì)夾雜運(yùn)動(dòng)軌跡,并通過實(shí)驗(yàn)驗(yàn)證模型的準(zhǔn)確性。
美國Kelkar等胡建立了計(jì)算機(jī)模型預(yù)測電子束冷床爐熔煉過程中的熱傳遞、相變、流體流動(dòng)以及夾雜運(yùn)動(dòng)軌跡,預(yù)測的表面溫度及熔池形狀與實(shí)驗(yàn)結(jié)果相吻合。
國內(nèi)本課題組建立了電子束冷床爐熔煉過程中傳質(zhì)數(shù)學(xué)物理模型,掌握了電子束冷床爐熔煉鈦合金過程元素?fù)]發(fā)與工況條件之間的關(guān)系和工藝參數(shù)對(duì)成分分布的影響規(guī)律,實(shí)現(xiàn)了目標(biāo)成分的準(zhǔn)確預(yù)測。
(3)單次合金錠熔煉技術(shù)。由于VAR法不能有效去除低、高密度夾雜,兩次VAR法或多次VAR法在一些關(guān)鍵領(lǐng)域的應(yīng)用受到限制。“Hearth+VAR”方法近年來已被人們認(rèn)可為工業(yè)標(biāo)準(zhǔn)級(jí)的生產(chǎn)方法。但是與“Singlemelting”相比,“Hearth+VAR”法成本相對(duì)較高,不能滿足日益增加的成本敏感型應(yīng)用需求。
作為一種節(jié)約成本的方法,單次電子束冷床爐熔煉工藝(EBSM)已經(jīng)成功用于生產(chǎn)純鈦板坯,并已經(jīng)通過AMS標(biāo)準(zhǔn)認(rèn)可。近年來,EBSM工藝也被用于生產(chǎn)合金,在美國,經(jīng)EBSM工藝生產(chǎn)的Ti6A14V合金已被制成從裝甲到體育用品的多種產(chǎn)品,并且還用于生產(chǎn)TIMETALICB(TiA1一MoFe)懸浮彈簧絲。1999年由美國空軍研究室資助的MAI項(xiàng)目對(duì)EBCHM熔煉的單次扁錠生產(chǎn)Ti6Al4V標(biāo)準(zhǔn)板材做了系統(tǒng)研究,制訂了單次電子束熔煉的鈦薄板、帶、厚板宇航材料技術(shù)標(biāo)準(zhǔn)(AMS6954),使EBSM—Ti6A14V板材代替VAR或“Hearth+VAR”板材產(chǎn)品,在軍用和民用領(lǐng)域得到推廣應(yīng)用。
(4)鑄錠表面熔修技術(shù)。電子束冷床爐熔煉過程中會(huì)在鑄錠表面產(chǎn)生冶金缺陷,需要通過機(jī)加工來消除,損失量達(dá)5%~15%,為減少金屬損失,烏克蘭巴頓所成功開發(fā)電子束熔修鑄錠表面技術(shù)來代替機(jī)加工技術(shù),結(jié)果表明熔修后鑄錠表面光滑,無明顯裂紋和間斷面,成功消除鑄錠表面缺陷,提高成品率最高可達(dá)。
(5)大型空心錠生產(chǎn)技術(shù)。為降低管材、環(huán)材生產(chǎn)成本,開發(fā)電子束冷床爐熔煉生產(chǎn)空心鑄錠的工藝,可明顯減少金屬浪費(fèi),縮短后續(xù)加工工序。空心錠的工藝參數(shù)控制更為復(fù)雜,為此烏克蘭ZhukG.V等在實(shí)心錠的基礎(chǔ)上建立了空心錠電子束冷床爐熔煉過程數(shù)學(xué)模型,確定了內(nèi)徑φ200mm、外徑φ600mm的Ti一6Al一4V空心鑄錠的最佳熔煉參數(shù)。借助數(shù)學(xué)模型,巴頓所成功生產(chǎn)出φ600/400mmX2000mm大型空心錠,將空心錠軋制獲得直徑02000Inm、壁厚50mm的鈦環(huán)。
2.3PACHM技術(shù)發(fā)展現(xiàn)狀
目前美國擁有世界上大部分的PAM爐,且開發(fā)時(shí)間早,如GEAE發(fā)動(dòng)機(jī)公司在1991年就與ALLVAC公司采用PAM+VAR工藝生產(chǎn)鈦合金,并將其用于發(fā)動(dòng)機(jī)部件等關(guān)鍵應(yīng)用領(lǐng)域。經(jīng)過十幾年的大力發(fā)展,美國具備了批量生產(chǎn)優(yōu)質(zhì)鈦合金鑄錠的能力,目前裝備的冷爐床熔煉能力已占美國鈦總?cè)蹮捘芰Φ?5%,其中20%是采用等離子冷床爐生產(chǎn)的。單臺(tái)設(shè)備的功率也在提高,如美國RMI公司在2001年安裝了一臺(tái)2支槍的等離子冷床爐,總功率1000kW,可生產(chǎn)圓錠和扁錠,質(zhì)量可達(dá)7000kg。采用PACHM一次熔煉生產(chǎn)TiAl鑄錠,最大尺寸達(dá)0660mm,質(zhì)量為2000kg,擠壓和鍛造成渦輪盤件。
俄羅斯的上薩爾達(dá)冶金生產(chǎn)聯(lián)合體(VSMPO)于2003年安裝了美國Reteeh公司生產(chǎn)的8t級(jí)的等離子冷床熔煉爐,該設(shè)備有5支等離子槍,功率為4.8MW,可生產(chǎn)圓錠,也可生產(chǎn)扁錠,圓錠的最大直徑可達(dá)φ810mm,扁錠的最大截面尺寸為1260mmX320mm,質(zhì)量可達(dá)8000kg,可直接投入板坯生產(chǎn),預(yù)計(jì)年生產(chǎn)能力為3600tl3。隨著VSMPO的新等離子爐的投產(chǎn),目前世界范圍內(nèi)等離子爐的總生能力每年可達(dá)11000t。
采用等離子冷床爐熔煉技術(shù)生產(chǎn)的鈦合金已經(jīng)應(yīng)用于美國海軍F/A.18飛機(jī)用的F404和F414發(fā)動(dòng)機(jī)。今后還將逐步擴(kuò)大應(yīng)用于海軍F_14和空軍F-16飛機(jī)用的F110發(fā)動(dòng)機(jī)、海軍、,_22直升機(jī)的T406發(fā)動(dòng)機(jī)、空軍F-15和F-16飛機(jī)的F100發(fā)動(dòng)機(jī)、空軍B-2飛機(jī)的Fl18發(fā)動(dòng)機(jī)及空軍F-22飛機(jī)的F1l9發(fā)動(dòng)機(jī)。
盡管目前美國航空發(fā)動(dòng)機(jī)轉(zhuǎn)動(dòng)部件等關(guān)鍵鈦合金鑄錠仍采用“HEARTH+VAR”的工藝,但單一冷床爐熔煉技術(shù)正在發(fā)展。根據(jù)目前的研究結(jié)果來看,單一的冷床爐熔煉工藝對(duì)于航空結(jié)構(gòu)件用鈦合金也是可行的。通過減少熔煉次數(shù)和爐床熔煉生產(chǎn)扁錠的優(yōu)勢,可以節(jié)約加工成本20~40%。美國從1989年3月到1995年6月期間,通過空軍ManTech項(xiàng)目的資助,進(jìn)行了單一EBCHM和單一PACHM熔煉技術(shù)的研究,結(jié)果表明,采用單一PACHM技術(shù)熔煉TC4扁錠直接用于板材軋制,經(jīng)測試,板材的微觀組織和拉伸性能滿足MIL-DTL-46077標(biāo)準(zhǔn)的要求,并且提高了金屬收得率,降低了成本。
與傳統(tǒng)的鈦合金相比,TiAl基金屬間化合物是非常難于熔煉和加工的。鑄態(tài)粗晶組織的塑性很差,生產(chǎn)大型TiAl鑄錠是一項(xiàng)非常大的挑戰(zhàn)。美國Allvac公司采用2臺(tái)等離子冷床爐(一臺(tái)爐子為4槍,總功率為3000kW;另一臺(tái)為2槍,總功率為1000kw)嘗試了生產(chǎn)小型和大型鑄錠,生產(chǎn)的鑄錠尺寸為φ165mm~φ760mm,質(zhì)量為200~5450kg。
我國近幾年才開始PACHM技術(shù)的研究,北京航空材料研究院于2003年安裝了1臺(tái)美國Retech公司制造的PACHM爐,總功率為600kW,該設(shè)備兼拉錠與澆鑄功能于一身。北京航材院采用PACHM爐成功生產(chǎn)TC4和TIAl鑄錠,在合金的雜質(zhì)元素含量、夾雜物和合金化元素含量控制等方面均取得了較大的成功。上海寶鋼集團(tuán)為提升市場競爭力,擴(kuò)大熔鑄能力,于2008年引進(jìn)一臺(tái)單結(jié)晶室雙坩堝PACHM爐,總功率3300kW,可生產(chǎn)的圓錠尺寸為φ660mmX3000mm,最大質(zhì)量為7t,扁錠尺寸為330mm×750mmX4500mm,最大質(zhì)量為5t,同時(shí)還為PACHM爐配置了氦氣回收再生系統(tǒng),能夠有效回收昂貴氣體,降低熔煉成本。
在數(shù)值模擬方面,國內(nèi)的寇宏超等建立有限元模型成功模擬了等離子冷床爐熔煉過程中TiA1合金中夾雜物粒子運(yùn)動(dòng)軌跡及停留時(shí)間,結(jié)果表明,鎢、鉬、鈮等高密度夾雜物可由糊狀區(qū)域捕獲去除。夾雜物在冷床的停留時(shí)間取決于顆粒的密度和尺寸,夾雜物的密度和尺寸越大,停留時(shí)間越短。
為了改進(jìn)和優(yōu)化PAM工藝,美國開發(fā)了一套冷床爐熔煉模擬COMPACT軟件系統(tǒng),實(shí)現(xiàn)了對(duì)熔體流動(dòng)、熱量和物質(zhì)轉(zhuǎn)移、電磁場、熔池表面、夾雜物熔化、鑄錠凝固及宏觀和微觀偏析等的模擬,該套模擬系統(tǒng)正逐漸應(yīng)用于各個(gè)鈦合金生產(chǎn)商的等離子冷床爐熔煉。
3、展望
VAR技術(shù)是目前成熟且操作簡單的鈦及鈦合金熔煉工藝,同時(shí)一些輔助工藝的不斷改進(jìn),使熔煉技術(shù)進(jìn)一步得到改善,但VAR工藝不能有效去除低、高雜質(zhì)且只能生產(chǎn)圓錠,在一定程度上限制了它的發(fā)展。
冷床爐熔煉給鈦熔煉帶來了一定的經(jīng)濟(jì)和技術(shù)優(yōu)點(diǎn),使得廉價(jià)原材料能夠得到充分利用,并且有極好的收得率和高的生產(chǎn)率,電子束和等離子束冷床爐熔煉工藝在美國、俄羅斯、德國等工業(yè)發(fā)達(dá)國家得到快速發(fā)展,正在逐漸取代傳統(tǒng)的VAR熔煉工藝。
雖然我國在電子束冷床爐熔煉數(shù)值模擬技術(shù)方面以及單次合金錠熔煉技術(shù)方面做了一定的基礎(chǔ)研究工作,但離世界先進(jìn)水平差距較大,以TC4鈦合金為例,約30%Al成分在電子束冷床爐熔煉過程中揮發(fā),但目前國內(nèi)還無法實(shí)現(xiàn)對(duì)易揮發(fā)元素的精確控制,因此開發(fā)一套高均質(zhì)鈦合金鑄錠單次電子束冷床爐熔煉控制技術(shù),提高原料的利用率,降低生產(chǎn)成本,是我國未來鈦合金電子束冷床爐熔煉技術(shù)發(fā)展的趨勢所在。掌握具有自主知識(shí)產(chǎn)權(quán)的高均質(zhì)鈦合金鑄錠制備加工技術(shù)及鈦合金低、高密度夾雜的凈化和鑄錠成分的控制技術(shù),實(shí)現(xiàn)均質(zhì)、潔凈、細(xì)晶大型鈦合金鑄錠制備技術(shù)跨越,解決國家重大工程所需鈦材鑄錠熔煉的技術(shù)瓶頸,為我國由鈦資源大國變?yōu)殁伾a(chǎn)強(qiáng)國提供科學(xué)技術(shù)支撐,將該技術(shù)推廣應(yīng)用于鈦工業(yè)化生產(chǎn)中,可大大降低生產(chǎn)成本,提高生產(chǎn)效率,必將產(chǎn)生巨大的經(jīng)濟(jì)和社會(huì)效益。
參考文獻(xiàn)
lMitchellA.Melting,castingandforgingproblemsintitaniumalloys[J].MaterSciEngA,1998,243(1-2):252
2SikkaVK,WilkeningUD,LiebetrauJ,eta1.MeltingandcastingofFeAlebasedcastalloy[J].MaterSciEngA,1998,258(1-2):229
3ValryImayev,RenatImayev,AndreyKuznetsov.Mechanicalpro—pertiesofthermomechanicallytreatedTi—rich7+Ⅱ2titaniumalu
minidealloys[J].ScrMater,2003,49(10):1047
4KattnerUR,IinJC,ChangYA.ThermodynamicassessmentandcalculationofTi—AIsystem[J].MetallTransA,1992,23(8):2081
5張喜燕,趙永慶,白晨光.鈦合金及應(yīng)用[M].北京:化學(xué)工業(yè)出版社,2004
6莫畏,鄧國珠,羅方承.鈦冶金[M].北京:冶金工業(yè)出版社,1988
7AlokChoudhury.Stateoftheartofsuperalloyproductionforaero—
spaceandotherapplicationusingVIM/VAR.orVIM/ESR_J].ISIJInt,1992,32(5):563
8TetyukinVV,KurapovVN,DenisovYP.Segregationandphaseheterogeneityintitaniumingotsandsemifinishedprotectors[c]// Titanium'80,ScienceandTechnology.Kyoto,1980:2117
9QuYinhua,IiuYinqi,ZhangJunxun.Developmentoftitaniumandtitaniumalloymeltingtechnologyl-J].RareMetalMaterEng,2008,
37(3):135(inChinese)曲銀化,劉茵琪,張俊旭.鈦及鈦合金熔煉技術(shù)的發(fā)展現(xiàn)狀FJ].稀 有金屬材料與工程,2008,37(3):135
10FoxSP,TerlindeG.Titaniumproductiontechnology:Recentad—vancesandfutureneeds[C]//Ti2003ScienceandTechnology. Hamburg:IX;-M,2004:82
11WangGao,ZhangZhen,LiBenfang.Developmentstatusandfutureprospectoftitaniumvacuumconsumablearcfurnacemeltingtechno= logyl,J].TitaniumIndProgress,1998(5):4(inChinese)王鎬,張震,李奔放.鈦真空自耗電弧爐熔煉技術(shù)發(fā)展概況及未來展望口].鈦工業(yè)進(jìn)展,1998(5):4
12DavidsonPA,HeX,LoweAJ.Flowtransitionsinvacuumarcremelting[J].MaterSciTechnol,2000,16:1
13QuatravauxT,RyberonS,HansS,eta1.TransientVARingotgrowthmodeling:Applicationtospecialtysteelsl-J].JMaterSci, 2004,39:7183
14ChapelleP,JardyA,BellotJP,eta1.Effectofelectromagneticstir—ringonmeltpoolfreesurfacedynamicsduringvacuumarcremehing l-J].JMaterSci,2008,43:5734
15ShechenkoDM,WardRM.Liquidmetalpoolbehaviorduringthevacuumarcremeltingofinconel718l,J].MetallMaterTrans,2008, 1340:263
16HafidE1Mira,AlainJardya,JeanPierreBellot,eta1.Thermalbe—haviouroftheconsumableelectrodeinthevacuumarcremehing process[J].JMaterProcessingTechnol,2010,210:564
17ZhaoXiaohua,LiJinshan,YangZhijun,eta1.NumericalsimulationoftemperaturefieldinvacuumarcremehingTC4alloyl,J].Special
CastingNonferrousAlloys,2010,30(11):1001(inChinese)趙小花,李金山,楊治軍,等.TC4合金真空電弧熔煉過程中溫度場的數(shù)值模擬[J].特種鑄造及有色合金,2010,30(11):1001
18馬濟(jì)民,賀金宇,龐克昌.鈦鑄錠和鍛造[M].北京:冶金工業(yè)出版社,2012
19FroesFH,CaplanI.Ti’92:ScienceandTechnology[C]//USA:TheMinerals,Metals8LMaterialsSociety,1993:2867
20NationalTransp0rtati0nSafetyBoard.Aircraftaccidentreport:U—nitedAirlinesFlight232,McDonnellDouglasDC-10—10,Sioux GatewayAirport,SiouxCity,Iowa,July19[R].Washingtonn(::NTSB,1990:1
21ZhangYingming,ZhouIian,SunJun,eta1.Thedevelopmentofcoldhearthmeltingtechniquel,J].TitaniumIndProg,2007,24(4): 27(inChinese)張英明,周廉,孫軍,等.鈦合金冷床熔煉技術(shù)進(jìn)展[J].鈦工業(yè)進(jìn)展,2007,24(4):27
22FoxSP,TerlindeG.Titaniumproductiontechnology:Recentadvancesandfutureneeds[c]//Ti2003ScienceandTechnology. Hamburg:DGM,2004:81
23MaJimin,CaiJianming,HaoMengyi,eta1.Developmentofplasmacoldhearthmeltingtechnologyfortitaniumalloys[J].RareMetal
MaterEng,2005,34(S3):i0(inChinese)馬濟(jì)民,蔡建明,郝孟一,等.鈦合金等離子冷爐床熔煉技術(shù)的發(fā)展[J].稀有金屬材料與工程,2005,34(s3):10
24QuYinhua,IiuYinqi,ZhangJunxun.ThedevelopmentofelectronbeamcoldhearthmeltinginUkrainel'J].RareMetalMaterEng, 2008,37(S3):111(inChinese)曲銀化,劉茵琪,張俊旭.烏克蘭電子束冷床熔煉鈦及鈦合金熔煉技術(shù)的發(fā)展現(xiàn)狀l-J].稀有金屬材料與工程,2008,37(s3):¨1
25AkhoninSV,TrigubNP,ZamkovVN,eta1.Mathematicalnlo-delingofaluminumevaporationduringelectron——beamcold—-hearthmeltingofTi一6AI一4Vingots[J].MetallMaterTransB,2003,34(4):447
26ZhukGV.OninfluenceofmetalheatingpowerdistributioninmouldinEBCHMprocessonstructureoftitaniumingots[J].AdvElectro—metall,2008,2:15
27BellotJP,AblitzernBalanceofparticleremovalagainstaluminumlossesinEBCHmeltingofTialloys[C]//Proceedings—International ConferenceonHighPowerElectronBeamTechnology.HiltonHeadIsland,SC,United.States,2002
28Kelkar,KanchanM,Patankar,eta1.Mathematicalmodelingofthee—lectronbeamcoldhearthrefiningoftitaniumalloysl,c]//Procee- dingsoftheConferenceonElectronBeamMeltingandRefining—u—‘StateoftheArt1997.Englewood:BakishMaterialsCorp.,1997:238
29IeiWenguang,MaoXiaonan,YuLanlan,eta1.Mathematicalmo—delofaluminumevaporationduringelectronbeamcoldhearthreel— tingofTC4titaniumalloyEJ].SpecialCastingNonferrousAlloys,2010,30(1):1048(inChinese)雷文光,毛小南,于蘭蘭,等.TC4鈦合金電子束冷床熔煉過程中Al元素?fù)]發(fā)損失的數(shù)學(xué)模型[J].特種鑄造及有色合金,2010,30(1):1048
30TianShifan,MaJimin.Developmentandapplicationsofelectronbeamcoldhearthmelting[J].MaterEng,2012(2):77(inChinese)田世藩,馬濟(jì)民.電子束冷爐床熔煉(EBCHM)技術(shù)的發(fā)展與應(yīng)用[J].材料工程,2012(2):77
31ZhangHua.Titaniumalloyingotproductionoflargetonnageelectronbeammelting[J].ChinaTitaniumInd,2011(4):34(inChinese)張華.電子束熔煉生產(chǎn)大噸位的鈦合金鑄錠[J].中國鈦業(yè),2011(4):34
32ZhukGV,BerezosVA,SeverinAY.MathematicalmodelingofthermalprocessesinEBCHMofhollowingots[J].AdvElectrome-tall,2005,4:l6
33WoodJR.RecenttitaniumdevelopmentsintheUSA[C]//Ti一2003ScienceandTechnology.Hamburg:1XiM,2004:1
34TetyukhinV,VinokurovD.Metallurgyoftitaniumproduction(ti—taniumsponge,melting,conversion,alloys)[C]//Ti2003Science andTechnology.Hamburg:DGM,2004:111
35BoyerRR,CottonJD,ChellmanDJ.Titaniumforairframeappli—cations:Presentstatusandfuturetrends[C]//Ti一2003Scienceand Technology.Hamburg:DGM,2004:2615
36ChristE,YuK,BennettJ,eta1.ManufacturingofPAMonlypro—cessedtitaniumalloys[c]//Ti一2003ScienceandTechnology.Ham— burg:DGM,2004:173
37DimidukDM.MartinPI,Dutton,eta1.Aceeleratedinsertionofmaterials:Gammaalloysposechallenges,butarereallynotunique [C]//GammaTitaniumAluminides2003.Warrendale:TMS,2003:22
38MaJimin,CaiJianming,HaoMengyi,eta1.Developmentofplasmacoldhearthmeltingtechnologyfortitaniumalloys[J].RareMetal MaterEng,2005,34(S3):11(inChinese)馬濟(jì)民,蔡建明,郝盂一,等.鈦合金等離子冷爐床熔煉技術(shù)的發(fā) 展[J].稀有金屬材料與工程,2005,34($3):11
39XuXia,KouHongchao,eta1.simulationofHDIsbehaviorsintheplasmaarccoldhearthmeltingprocess[J].AdvMaterRes,2014,893:672
tag標(biāo)簽:鈦及鈦合金,鈦熔煉技術(shù),鈦合金熔煉