



發(fā)布日期:2023-12-4 9:23:46
鋯合金因具有熱中子吸收截面小,在高溫高壓下具有優(yōu)異的力學性能和抗腐蝕性能,并與核燃料UO2具有相容性,通常被用作反應堆內(nèi)包殼材料和堆芯結(jié)構(gòu)材料[1]。鋯合金管材的生產(chǎn)方式一般是采用熱擠壓方法生產(chǎn)管坯,然后通過多道次冷軋生產(chǎn)出所需要規(guī)格的成品管材。目前核電、化工等行業(yè)用鋯合金管材外徑通常≤25mm,而對于大規(guī)格、薄壁的鋯合金管材生產(chǎn)與研究,國內(nèi)外少有研究報道。大規(guī)格薄壁管的生產(chǎn)難度大,存在外徑尺寸控制難,橢圓度、直線度差等問題[2-3]。本文研究的鋯合金管材外徑達φ126mm,壁厚僅有3mm,外徑與壁厚之比值大于30,達42,屬于超大規(guī)格薄壁管[3]。

外徑大、壁厚薄的管材軋制尺寸控制難度大,軋制管材端部易開裂。輥式矯直時,薄壁管易脹徑、壓塌、且矯直困難。故需開展此類產(chǎn)品的工藝技術(shù)研究,打通關(guān)鍵技術(shù)環(huán)節(jié),旨在研究出超大規(guī)格鋯合金薄壁無縫管的生產(chǎn)工藝技術(shù)。
1、試驗材料與方法
1.1試驗材料和加工工藝
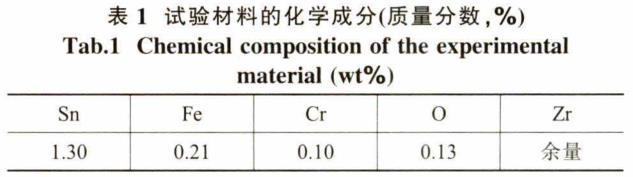
試驗材料為三次真空自耗電弧爐熔煉的Zr-4合金鑄錠,直徑φ760mm。鑄錠經(jīng)過多火次自由鍛造,總變形量為83%,然后經(jīng)過β淬火、機加得到小280mm擠壓錠坯。其主要合金元素的化學成分見表1。
本試驗錠坯擠壓采用50MN擠壓機,擠壓潤滑使用銅包套的方式進行。擠壓錠坯采用電阻爐加熱,加熱制度:750℃/(2~2.5)h,擠壓比7.9,擠壓后的管坯為φ155mm。擠壓管坯首道次軋制采用兩輥皮爾格(Pilger)軋機,軋制變形量45%,相對減壁量與相對減徑量的比值((Q值)為2.3。本試驗成品軋制采用三輥Pilger冷軋管機,軋前直徑φ154mm,成品軋制變形量41%,值為6.5,三輥軋機變形過程中管材所處的應力為三向壓應力狀態(tài),有利于金屬塑性變形,而且三輥軋制的成品尺寸精度高,管材內(nèi)、外表面質(zhì)量好,壁厚均勻,直線度好。本試驗采用六輥可逆矯直機對管材進行矯直,矯直過程中利用純彎曲、無壓下量的工藝,矯直后管材直線度滿足≤1mm/1000mm的要求。
1.2試驗方法
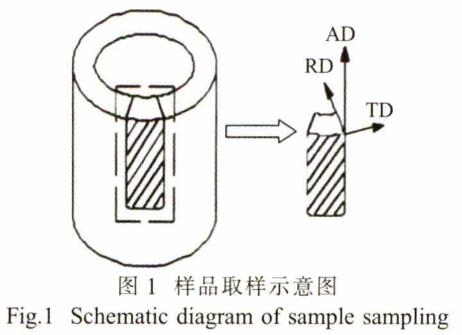
為了進行力學性能、微觀組織、氫化物測試,對成品φ126mm×3mm管材取樣,取樣示意圖如圖1所示。其中,AD、RD和TD分別是管材的軸向、徑向和切向。按照ASTME8/E8M《金屬材料拉伸試驗方法》在AG-X100kN型電子萬能材料拉伸試驗機上開展管材軸向室溫拉伸試驗,按照ASTME21《金屬材料高溫拉伸試驗方法》在WDW-50型微控電子萬能試驗機上開展管材軸向高溫(315℃)拉伸試驗。利用LEICA-DM2500M型金相顯微鏡觀察管材橫截面(RD-TD)的晶粒組織、氫化物分布,晶粒度評級按照ASTME112《測定平均晶粒度的試驗方法》,氫化物取向因子( )按照ASTMB811《核反應堆燃料包殼用鋯合金無縫管》測定;借助S-3400N型掃描電子顯微鏡(SEM)的EBSD功能分析管材的織構(gòu)取向,并分析其織構(gòu)因子。
)按照ASTMB811《核反應堆燃料包殼用鋯合金無縫管》測定;借助S-3400N型掃描電子顯微鏡(SEM)的EBSD功能分析管材的織構(gòu)取向,并分析其織構(gòu)因子。
2、試驗結(jié)果與討論
2.1尺寸精度及表面質(zhì)量
相關(guān)稀有金屬加工文獻表明對于加工大規(guī)格薄壁管(管材外徑與壁厚之比≥30),外徑與壁厚的比值越大,生產(chǎn)工藝控制越困難。本試驗鋯合金管材外徑與壁厚之比為42,如果攻關(guān)成功,必須精準控制每一過程中間產(chǎn)品尺寸、質(zhì)量,防止尺寸超差、直線度差或出現(xiàn)開裂等問題。
圖2(a)為φ155mm擠壓管坯,從中可以看出,擠壓后管坯內(nèi)外表面光滑,無凹坑、裂紋、皺褶等缺陷,表面質(zhì)量優(yōu)異,為后續(xù)提供了高質(zhì)量的坯料。擠壓管坯通過內(nèi)絞、外車表面處理后,管坯外徑公差為±0.8mm,壁厚公差為±0.8mm,尺寸精度高,外表面無銅皮、潤滑劑、氧化皮等擠壓缺陷,內(nèi)表面光滑、無接刀痕、無臺坎。
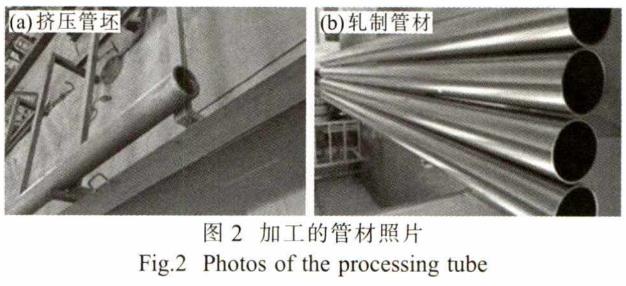
試驗管材首道次乳制采用LG110兩輥皮爾格(Pilger)冷軋機,乳制過程中充分潤滑。φ126mm×3mm管材成品軋制采用LD150三輥Pilger冷軋管機,軋制后管材內(nèi)、外表面質(zhì)量好,壁厚均勻,直線度好,管材照片見圖2(b)。本試驗基于保證管材良好直線度的要求,中間退火、成品退火,均采用了臥式爐退火,退火后管材直線度變差,由原0.8mm/1000mm變成1.5mm/1000mm。管材成品矯直采用六棍可逆矯直機對管材進行,矯直過程中利用純彎曲、無壓下量的工藝,矯直后管材直線度滿足≤1mm/1000mm的要求,外表面無嚴重矯直紋、壓傷、無劃傷,表面質(zhì)量滿足技術(shù)要求。
2.2力學性能
管材經(jīng)530°C/2.5h再結(jié)晶退火后,取樣檢測其軸向室溫和高溫拉伸性能。選取多批次(≥5批)試驗管材,每批次隨機抽取1支φ126mm×3mm成品管材進行力學性能檢測。
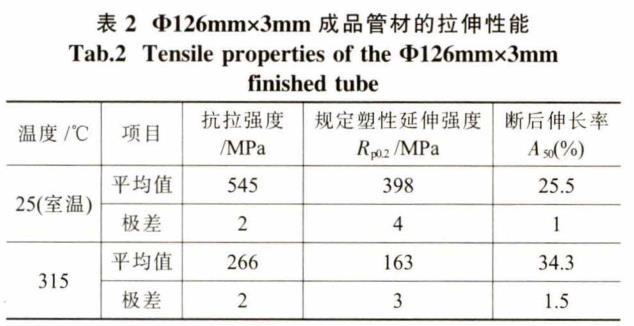
表2為不同批次成品管材多個試樣拉伸性能。由表2看出不同批次成品管材室溫、315°C高溫的抗拉強度、規(guī)定塑性延伸強度/R0.2、斷后伸長率數(shù)據(jù)波動小,質(zhì)量穩(wěn)定。φ126mm×3mm成品管材室溫抗拉強度達545MPa,相對標準偏差為0.21%;規(guī)定塑性延伸強度Rp0.2達到398MPa,相對標準偏差為0.50%。材料室溫強度滿足核反應堆設(shè)計抗拉強度≥450MPa、規(guī)定塑性延伸強度≥310MPa的要求[5-7],而且材料斷后伸長率達到25.5%,相對標準偏差為1.96%,表明材料塑韌性較好。φ126mm×3mm成品管材315°C高溫抗拉強度
達266MPa,相對標準偏差為0.43%;規(guī)定塑性延伸強度達到163MPa,相對標準偏差為1.06%,材料高溫力學性能滿足Zr-4合金核反應堆服役設(shè)計抗拉強度≥214MPa、規(guī)定塑性延伸強度≥120MPa的要求,材料高溫斷后伸長率達到34.3%,相對標準偏差為2.22%,表明該材料的高溫塑韌性也滿足服役要求。
2.3顯微組織與氫化物
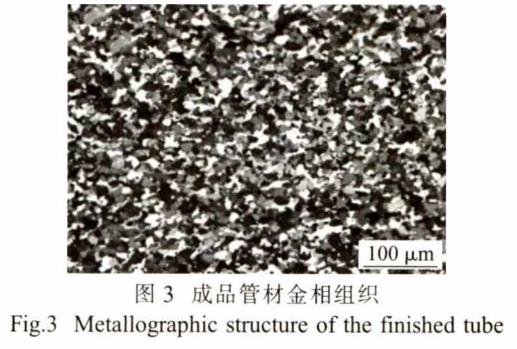
圖3為小126mm×3mm成品管材橫向金相組織。可以看出,成品管材組織已再結(jié)晶,晶粒都是六邊形等軸晶,晶粒細小、均勻一致,按照ASTME112檢測該試驗管材晶粒度為11.0級,等軸晶粒平均直徑為7.9μm。本試驗管材金相組織達到了預期研制目的,說明該管坯制備工藝合理,成品退火溫度、成品道次變形量設(shè)計合理。
管材軋制包含了復雜的變形過程,通過皮爾格周期性變形后,鋯晶體基面傾向于與主要形變方向平行,軋制變形時通過控制Q值可以減少織構(gòu)的分散度。當采用以減徑為主的管材加工工藝時(Q<1)主要形成[0002]基軸取向切向的織構(gòu)[8-9];當采用以減壁為主(Q>1)的加工工藝時,主要形成[0002]基軸取向徑向的織構(gòu)。本試驗采用以減壁為主的軋管工藝,首道次軋制Q值為2.3,成品道次軋制Q值達6.5,這樣可以使絕大多數(shù)晶粒的基極取向為管材徑向,這樣在使用過程中形成的氫化物多呈周向分布,可以避免氫脆的發(fā)生。
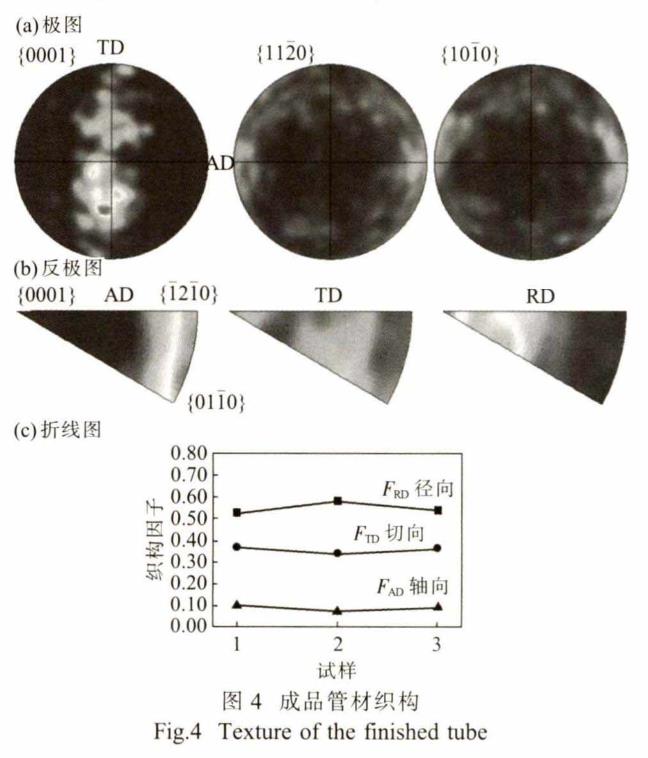
圖4為φ126mm×3mm成品管材的織構(gòu)。采用EBSD分別測量成品管材徑向RD、切向TD、軸向AD三個方向的織構(gòu)因子。由極圖、反極圖、折線圖可以看出,成品管材大多數(shù)晶粒的取向以徑向取向為主,徑向織構(gòu)因子最大達0.55,這樣有利于管材氫化物沿管材周向分布。鋯合金在核電站核島服役過程中,冷卻水中的氧會與鋯材料反應,由此產(chǎn)生的氫以及因為水化學控制所存在的氫都會在某種程度上被鋯合金吸收[10]。鋯合金吸氫后,長期在應力作用下可能造成延遲氫脆,是影響反應堆安全的主要因素之一。鋯合金管中,切向取向的氫化物與徑向基極的織構(gòu)相對應。當鋯合金管材的[0002]基軸主要取向徑向時,氫化物主要平行于包殼管表面分布。這種分布可防止包殼在使用過程中發(fā)生氫脆。
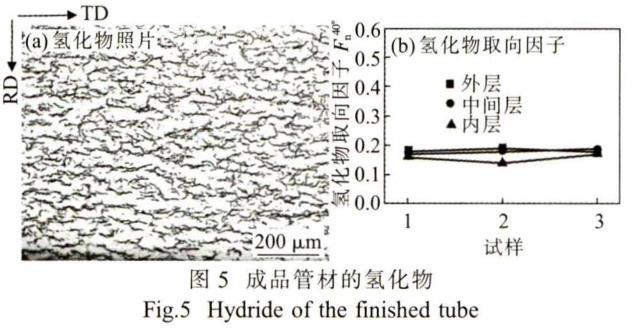
由圖5(a)看出φ126mm×3mm成品管材氫化物幾乎呈水平狀分布。由圖5(b)得知,其大于等于40°方向的氫化物取向因子(40°〜90°之內(nèi)的氫化物條數(shù)占氫化物總數(shù)的比例[11]均小于0.2,遠遠小于再結(jié)晶退火≤0.5設(shè)計要求,且同一管材橫截面內(nèi)層、中間層、外層不同位置氫化物取向因子差異較小,取向因子大小相當。本試驗管材織構(gòu)因子、氫化物取向達到了預期的研制目的,再次驗證說明該管坯制備工藝合理,淬火工藝、擠壓工藝、真空退火溫度、道次變形量、相對減壁量與相對減徑量的比值(Q值)設(shè)計合理。
3、結(jié)論
(1)采用擠壓、淬火、兩道次軋制、純彎曲矯直、臥式真空退火工藝生產(chǎn)的φ126mm×3mmZr-4合金管材,尺寸精度高,表面質(zhì)量、室溫和高溫力學性能滿足核反應堆設(shè)計要求。
(2)成品管材的顯微組織為等軸再結(jié)晶組織,并且細小、均勻一致,晶粒度為11.0級。
(3)成品管材的[0002]基軸取向主要呈徑向分布,這樣可使氫化物取向主要沿包殼管周向分布,可防止包殼管在使用過程中發(fā)生氫脆。
參考文獻:
[1]劉承新.鋯合金住核工業(yè)中的應用現(xiàn)狀[J].稀有金屬快報,2004,23(5):21-23.
[2]劉建章.核結(jié)構(gòu)材料[M].北京:化學工業(yè)出版社,2007.
[3]楊文斗.反應堆材料學[M].北京:原子能出版社,2006.
[4]李寶霞.φ50mmx0.89mm鈦管材冷加工工藝研究[J].鈦工業(yè)進展,2001(4):13-17.
[5]彭倩,沈保羅.鋯合金的織構(gòu)及其對性能的影響[J].稀有金屬,2005,29(6):903-907.
[6]扎依莫夫斯基AC,尼古琳娜AB,列曉尼可夫HT.核動力用鋯合金[M].姚敏智,譯.北京:原子能出版社,1988:14-15.
[7]LiuWQ,LiQ,ZhouBX,etal.EffectofheattreatmentonthemicrostructureandcorrosionresistanceofaZr-Sn-Nb-Fe-Cralloy[J].JournalofNuclearMaterials,2005,341:97.
[8]趙文金.核工業(yè)用高性能鋯合金的研究[J].稀有金屬快報,2005,24(5):15-20.
[9]劉二偉,張喜燕,陳建偉,等.Zr-Nb、Zr-Sn-Nb合金軋制板材織構(gòu)分析[J].稀有金屬材料與工程,2012,41(2):225-229.
[10]李小寧,袁改煥,李恒羽.鈷靶件用鋯合金管材氫化物取向的控制[J].鈦工業(yè)進展,2008(5):3丨-34.
[11]BossisP,PecheurD,HanifiL,etal.Com-parisonofthehighbum-upcorrosiononM5andlowtinZircaloy-4[C]//ZirconiumintheNuclearIndustry:FourteenthInternationalSymposium,America:AmericanSocietyforTestingandMaterials,2005:494-458.