



發(fā)布日期:2025-3-19 9:40:38
增材制造技術(shù)具有高精度、高靈活性和復(fù)雜結(jié)構(gòu)制造的顯著優(yōu)點,已被廣泛地應(yīng)用于航空航天、醫(yī)療、汽車和模具等眾多產(chǎn)業(yè)。但材料的特性和最終制品的機械性能對于增材制造技術(shù)能否順利應(yīng)用具有重要意義。不同適用材料印刷時會表現(xiàn)出不同的性能與需求,這對于產(chǎn)品的質(zhì)量與性能都有直接影響。
所以,對增材制造適用材料和產(chǎn)品機械性能進行深入的研究是有實際意義的。
1、增材制造的適用材料
增材制造,也就是 3D 打印技術(shù),是一種依賴于數(shù)字化模型,通過逐層堆疊材料來生產(chǎn)物體的方法。
該工藝的開發(fā)大大拓寬了材料應(yīng)用的領(lǐng)域,適合增材制造使用的材料品種豐富多彩,涉及金屬、高分子、陶瓷及復(fù)合材料等眾多門類[1]。
金屬材料對增材制造起著至關(guān)重要的作用。如鈦合金、鋁合金、不銹鋼以及鎳基合金,這些合金由于其本身具有強度高、耐腐蝕性好以及熱穩(wěn)定性優(yōu)良的特點而在航空航天、汽車制造以及醫(yī)療器械等高端領(lǐng)域得到了廣泛的應(yīng)用。比如鈦合金由于具有重量輕、強度大以及良好的生物相容性等優(yōu)點,常被用來制作航空發(fā)動機零部件以及人工關(guān)節(jié)等;鋁合金因其低密度和易于加工的特性,在汽車的輕量化設(shè)計過程中起到了至關(guān)重要的作用。高分子材料還廣泛用于增材制造。常見的材料包括塑料類的丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)、聚乳酸(PLA)、聚碳酸酯(PC)等,還有橡膠類的材料。ABS 強度高,韌性好,便于打印成型,常用來制造模型、玩具等;PLA 作為生物可降解材料具有優(yōu)越的環(huán)保性能,在食品包裝和醫(yī)療用品中經(jīng)常被用于 3D 打印;PC 擁有高度的透明性、出色的強度以及對高溫的耐受性,這使其成為制作光學(xué)設(shè)備和電子產(chǎn)品外殼的理想選擇。
陶瓷材料因具有高硬度、耐高溫和耐腐蝕的性能而逐漸在增材制造領(lǐng)域脫穎而出。例如氧化鋁陶瓷和氧化鋯陶瓷主要用于航空航天、電子和生物醫(yī)學(xué)。如氧化鋁陶瓷可用來制造發(fā)動機耐高溫部件、氧化鋯陶瓷因具有生物相容性好、機械性能好等優(yōu)點常被用來制造牙科修復(fù)體等。
復(fù)合材料是指將兩種或者多種不同性能的材料采用物理或者化學(xué)方法進行復(fù)合而形成的,其在增材制造方面表現(xiàn)出了特有的優(yōu)越性能。在復(fù)合材料增材制造領(lǐng)域,常見的類型包括連續(xù)纖維增強復(fù)合材料和顆粒增強復(fù)合材料等。連續(xù)纖維增強的復(fù)合材料能有效地提升材料的機械強度和剛性,因此在航空航天和體育設(shè)備等多個領(lǐng)域有著廣泛的應(yīng)用;顆粒強化的復(fù)合材料有助于增強材料的耐磨、導(dǎo)電等特性,并在電子和機械等領(lǐng)域得到應(yīng)用。伴隨著增材制造技術(shù)不斷進步,適用材料類型也在不斷擴大,這給各個產(chǎn)業(yè)創(chuàng)新發(fā)展帶來了較大的可能性。
2、增材制造適用材料及產(chǎn)品機械性能的分析
2.1 增材制造用金屬材料的性能剖析
增材制造應(yīng)用材料產(chǎn)品機械性能作為應(yīng)用價值關(guān)鍵指標,增材制造之后不同種類材料表現(xiàn)出特有的機械性能特征,對產(chǎn)品質(zhì)量及應(yīng)用領(lǐng)域有直接影響,如圖 1 所示。
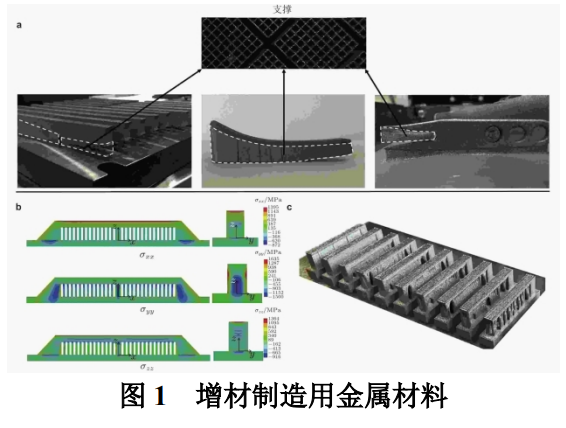
從微觀上看,增材制造特有的逐層堆積成型使金屬材料內(nèi)晶粒結(jié)構(gòu)不同于傳統(tǒng)制造工藝。以鈦合金為研究對象,在激光選區(qū)熔化增材的制造過程中,由于快速的加熱和冷卻速度,晶粒得以細化,從而形成了細小且均勻分布的等軸晶結(jié)構(gòu)。這種獨特的微觀構(gòu)造為材料提供了更高的強度和硬度,與傳統(tǒng)的鍛造鈦合金相比,屈服和抗拉強度可以增加10%-20%。同時由于增材制造可以準確地控制其成分分布,并將微量元素強化相引入合金,以進一步提高其強度與韌性[2]。在宏觀性能上增材制造金屬材料延展性不同于傳統(tǒng)工藝制造,在部分結(jié)構(gòu)復(fù)雜的金屬零件生產(chǎn)中,增材制造時應(yīng)力分布不均會造成零件部分方向延展性下降。但通過對工藝參數(shù)進行優(yōu)化,例如調(diào)節(jié)激光功率,掃描速度以及掃描策略都能有效地改善應(yīng)力分布并增加部件延展性。另外,增材制造金屬材料疲勞性能亦是人們關(guān)注的焦點。循環(huán)載荷下增材制造金屬零件疲勞壽命會受到內(nèi)部缺陷和表面粗糙度的影響。采用后續(xù)熱等靜壓處理、表面拋光等后處理工藝可消除內(nèi)部缺陷、減小表面粗糙度、顯著改善零件疲勞壽命,使之能適應(yīng)航空航天及其他高可靠性要求方面的使用。
2.2 高分子材料增材后的機械特性
高分子材料在增材制造過程中,機械特性表現(xiàn)出了復(fù)雜的變化規(guī)律。就拉伸性能而言,就普通 PLA材料而言,增材制造中層間結(jié)合質(zhì)量對于拉伸強度有顯著影響。在合理設(shè)定打印參數(shù),例如適當升高打印溫度,優(yōu)化填充率及層厚等情況下,層間結(jié)合力得到加強,拉伸強度可以接近乃至超越常規(guī)注塑成型PLA 材料。但若層間結(jié)合不佳,則受拉時裂紋易沿著層間界面延伸,造成受拉強度顯著下降[3]。高分子材料增材時彎曲性能有獨特的體現(xiàn)。以 ABS 材料為例,在增材制造完成后,在打印方向上,由于分子鏈的取向,其彎曲模量可以達到 2000-2500MPa 的范圍;而垂直于打印方向的彎曲模量只有 1500-1800MPa。通過調(diào)整打印路徑和優(yōu)化材料配方,例如添加 5%-10%的增韌劑或 10%-15%的增強纖維,可以增強材料的各向異性,從而使垂直方向的彎曲模量提高 10%-20%,另外增材制造還改變了高分子材料的沖擊韌性,在某些橡膠改性高分子材料的增材制造過程中,當橡膠相在基體界面上以 1-3μm 的粒徑均勻分布,并且與基體的粘結(jié)強度達到 10-15N/mm 時,材料的沖擊韌性可以從原先的 5-8kJ/m2 增加到 12-15kJ/m2,這大大增強了材料對沖擊載荷的抵抗力,能夠很好地滿足汽車內(nèi)部裝飾和運動設(shè)備對材料沖擊性能的需求。
2.3 陶瓷材料增材制造的表現(xiàn)及困難
陶瓷材料增材制造在性能方面有其特有的優(yōu)勢,同時又面臨著許多困難。在性能上,增材制造陶瓷材料維持傳統(tǒng)陶瓷高硬度、耐高溫和耐腐蝕等特點。以氧化鋯陶瓷為例,其增材制造后維氏硬度可達到12 - 15GPa,能在高溫環(huán)境中保持穩(wěn)定力學(xué)性能,適合用于航空發(fā)動機熱端部件制造。但陶瓷材料自身的脆性問題在增材制造中更加突出。由于陶瓷材料層間結(jié)合以燒結(jié)作用為主,因此層間結(jié)合強度比較低,受外力時易沿層間界面脆性斷裂。增材制造中陶瓷材料致密度問題同樣是一個關(guān)鍵難題,傳統(tǒng)陶瓷制造工藝采用高溫?zé)Y(jié)等方法可得到致密度高的陶瓷制品。但是,在增材制造過程中,由于在打印階段氣孔和裂紋等缺陷很難完全消除,這導(dǎo)致增材制造的陶瓷材料的致密性相對較低,通常在 90%-95%的范圍內(nèi)。例如,氧化鋁陶瓷增材在制造后的致密性通常約為 92%,這導(dǎo)致其抗彎能力僅在 200-300MPa 范圍內(nèi),維氏硬度大約在 12-15GPa 之間,同時其耐腐蝕性能也有明顯的下降。為了解決上述困難,研究人員采用光固化 3D 打印和高溫脫脂燒結(jié)工藝相結(jié)合的方法,在光固化過程中實現(xiàn)了曝光時間 2-3s/層的精確控制、在樹脂中,陶瓷顆粒的含量介于 50%-60%之間,經(jīng)過 1500-1600°C 的高溫脫脂燒結(jié)處理后,其性能得到了顯著的提升。
2.4 影響復(fù)合材料增材性能的因素
復(fù)合材料的增材性能受很多因素的影響,比如增強相類型及含量,在制造連續(xù)纖維增強的復(fù)合材料增材過程中,纖維種類,例如碳纖維和玻璃纖維,對材料的性質(zhì)有著決定性的影響。碳纖維因其高強度和高模量的屬性,在復(fù)合材料增材制造過程中加入碳纖維后,其拉伸強度和彎曲模量都能得到顯著的提升。以碳纖維增強的環(huán)氧樹脂基復(fù)合材料為例,當碳纖維的含量達到 60%時,其拉伸強度可以超過1500MPa,而彎曲模量可以超過 100GPa,這使其在航空航天結(jié)構(gòu)件制造中得到了廣泛的應(yīng)用。但纖維含量過高也會使材料流動性惡化,從而影響打印成型質(zhì)量,這也是在今后工作中需要特別注意的問題。
3、結(jié)束語
文中綜合論述了增材制造適用材料和產(chǎn)品機械性能,并分析了幾種材料的性能以及打印過程中力學(xué)性能的變化,以及促進產(chǎn)品機械性能改善的有效途徑與策略。在增材制造技術(shù)日益發(fā)展與革新的背景下,今后對這一領(lǐng)域的研究也會越來越深入,對促進制造業(yè)轉(zhuǎn)型升級也會提供更為強大的支撐,擴大它在更加復(fù)雜和高要求的領(lǐng)域中的潛在應(yīng)用范圍,使制造行業(yè)智能化和高性能化。
參考文獻
[1]張文明,楊來俠,宗學(xué)文,高揚.復(fù)雜系數(shù)在增材制造成型方向優(yōu)化中的應(yīng)用[J/OL].機械設(shè)計與制造:1-6.
[2]張權(quán),陳劍斌,史同亞,汪小鋒,南小龍,王永剛.退火態(tài)增材制造 AlSi10Mg 合金在極端條件下的力學(xué)行為[J].爆炸與沖擊,2025,45(03):39-54.
[3]王天國,趙磊,梁啟超.激光增材制造汽車零部件超聲無損檢測技術(shù)研究及應(yīng)用[J].時代汽車,2025(05):169-171.
tag標簽:增材制造