



發(fā)布日期:2016-6-12 23:09:00
鈦及鈦合金直縫焊管(簡(jiǎn)稱“鈦焊管”)是將鈦及鈦合金卷帶材或?qū)挿宀慕?jīng)卷曲軋制成管形后焊接而成。 與鈦無縫管相比,鈦焊管的綜合優(yōu)勢(shì)越來越明顯,在日本、美國(guó)、歐洲等國(guó)家和地區(qū),鈦焊管正逐步取代鈦軋制管。
1、性能及工藝
鈦焊管與鈦無縫管在化學(xué)成分、力學(xué)性能和工藝性能等指標(biāo)方面差異不大,甚至相同。隨著鈦焊管焊接及熱處理技術(shù)的進(jìn)步,薄壁鈦焊管普遍采用單槍或多槍TIG/PAW自熔焊接,焊接后采用在線熱處理工藝,通過優(yōu)化焊接、退火工藝,使母材、焊縫、熱影響區(qū)的顯微組織基本上接近,同時(shí)消除了焊接應(yīng)力,使焊縫組織均勻化。通過對(duì)比發(fā)現(xiàn),鈦焊管焊縫成分與母材基本一致,焊縫力學(xué)性能、防腐蝕性能與母材無異。
2、軋制與外觀
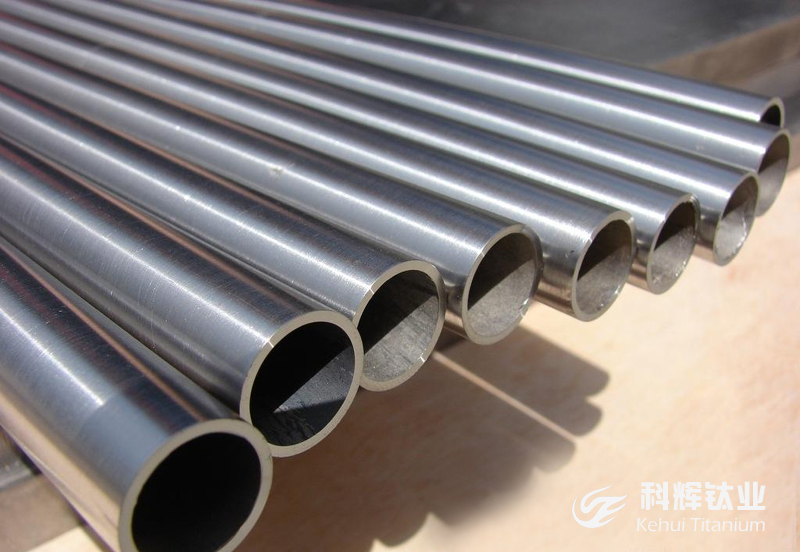
鈦焊管采用冷軋帶卷焊接而成,壁厚均勻,同心度好,光潔度好,管內(nèi)不易結(jié)垢。鈦無縫管經(jīng)過軋制或拉拔工藝,很難做到壁厚1mm以下;而鈦焊管可以做到壁厚0.5mm及以下,節(jié)約了大量的材料及成本。
3、加工與行業(yè)應(yīng)用

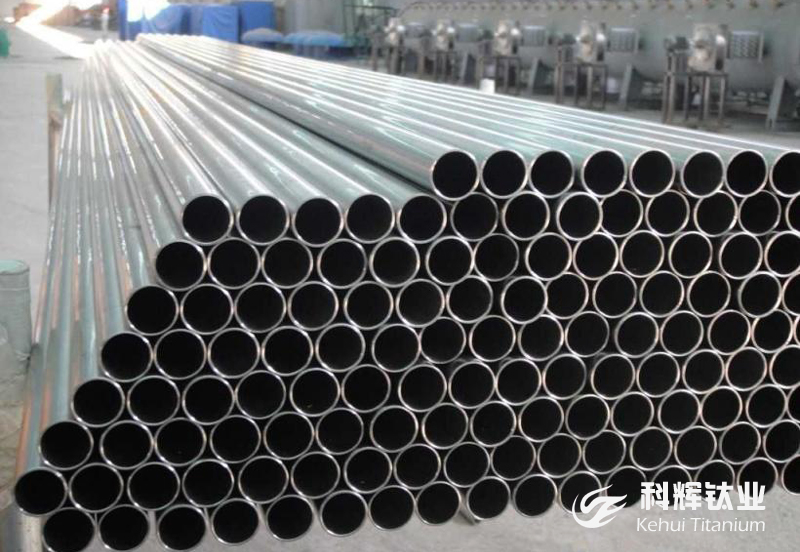
鈦無縫管生產(chǎn)工藝過程復(fù)雜,常規(guī)采用三輥或多輥軋機(jī)、拉拔機(jī)將一定規(guī)格的管坯經(jīng)多道次軋制或拉拔,最后經(jīng)過減徑減壁后生產(chǎn)出無縫管。該工藝過程生產(chǎn)效率和成材率較低,成材率只有50%左右。而鈦焊管是通過自動(dòng)化連續(xù)生產(chǎn)線,采用壁厚均勻的鈦帶卷經(jīng)過冷彎成型、焊接、在線熱處理、定徑矯直、無損檢測(cè)和氣密性測(cè)試等工序生產(chǎn)而成。材料利用率通常在80%左右。鈦無縫管通常采用軋制或拉拔等工藝生產(chǎn)。生產(chǎn)過程中將會(huì)使用大量的軋制油、拉拔油等,生產(chǎn)現(xiàn)場(chǎng)污染嚴(yán)重。鈦管軋制、拉拔加工后,需要對(duì)管材內(nèi)外表面的油脂、污物等進(jìn)行脫脂、酸洗,酸洗過程對(duì)環(huán)境污染較大。
而鈦焊管是通過自動(dòng)化生產(chǎn)線連續(xù)大批量生產(chǎn),質(zhì)量穩(wěn)定,生產(chǎn)效率高,生產(chǎn)過程中除一定的水電氣等能源消耗外,對(duì)環(huán)境幾乎沒有污染。目前鈦焊管行業(yè)取得了快速發(fā)展,已經(jīng)被大量應(yīng)用于電力、海水淡化、水處理設(shè)備、空調(diào)設(shè)備、石化等行業(yè)。
tag標(biāo)簽:鈦管,鈦合金管,鈦管價(jià)格,GR1,GR2,TA2