






航空增材制造用鈦環(huán)
發(fā)布日期:2025-3-22 11:35:25

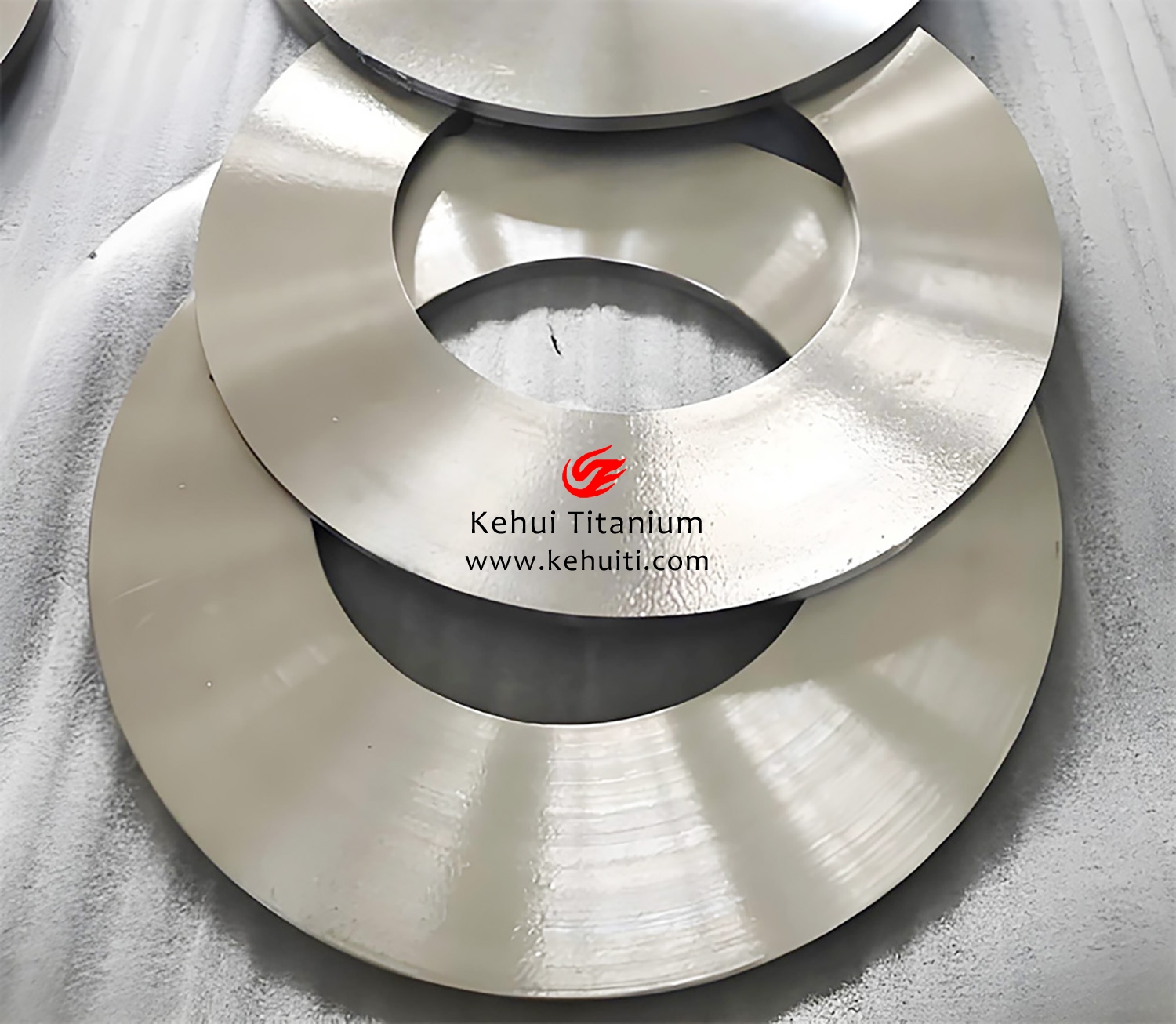
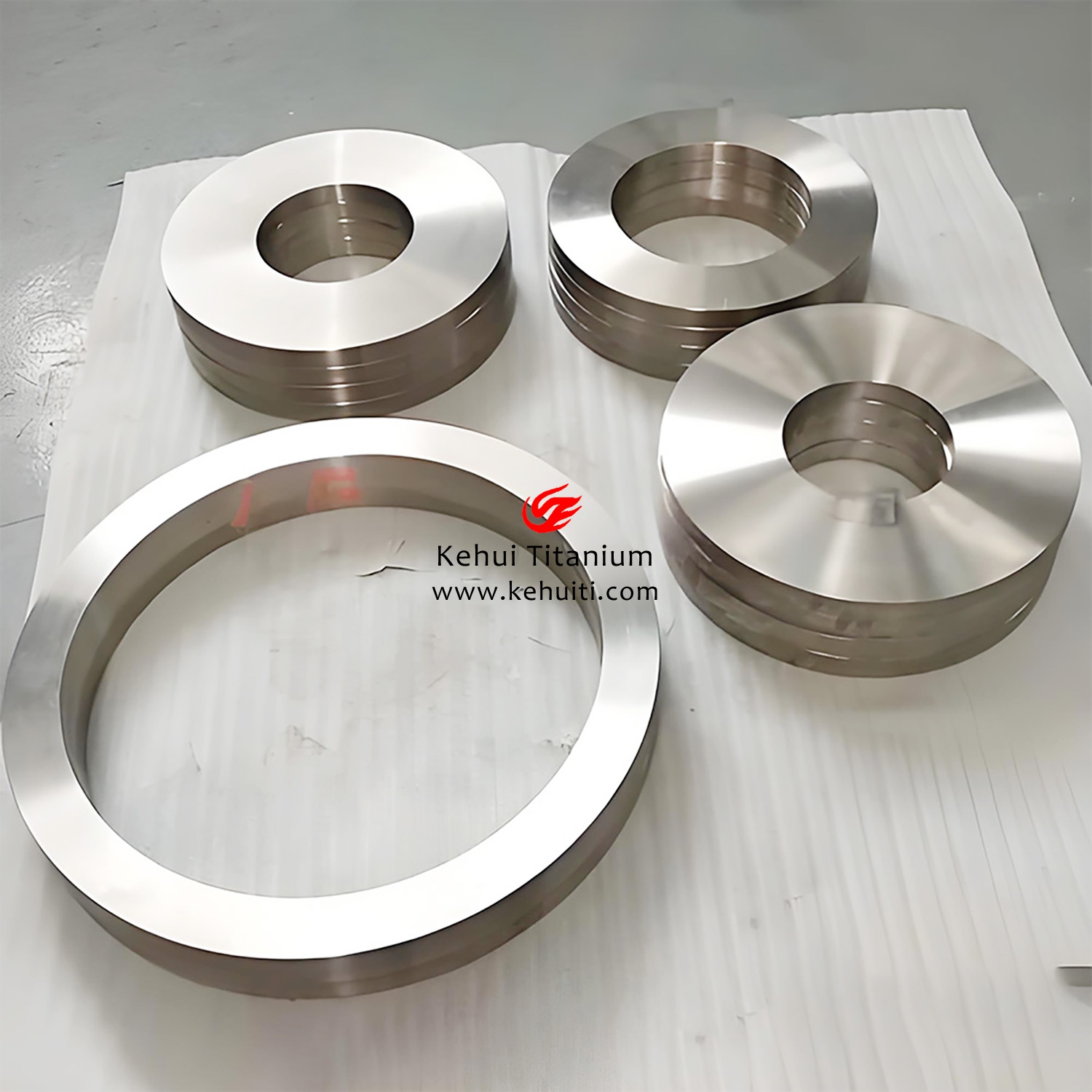
航空增材制造鈦環(huán)(Ti-6Al-4V ELI)專為航空發(fā)動(dòng)機(jī)、機(jī)身等關(guān)鍵部件設(shè)計(jì),采用SLM/EBM技術(shù)實(shí)現(xiàn)復(fù)雜結(jié)構(gòu)一體化成型,兼具輕量化(密度4.43g/cm³)與高溫承載能力(600℃抗拉強(qiáng)度≥500MPa)。材質(zhì)符合AMS 4991標(biāo)準(zhǔn),含Al 5.5-6.5%、V 3.5-4.5%,通過氣霧化制粉(氧含量≤0.15%)與激光選區(qū)熔化(層厚30μm,致密度≥99.95%)成型,熱等靜壓后抗拉強(qiáng)度達(dá)930MPa,疲勞壽命10⁷次循環(huán)(應(yīng)力幅450MPa),并支持鏤空點(diǎn)陣結(jié)構(gòu)(減重40%)。其工藝優(yōu)勢(shì)顯著:拓?fù)鋬?yōu)化實(shí)現(xiàn)30%減重目標(biāo),梯度密度設(shè)計(jì)降低應(yīng)力集中50%,殘余應(yīng)力控制技術(shù)提升成形穩(wěn)定性,較傳統(tǒng)鍛造生產(chǎn)周期從數(shù)月縮短至72小時(shí),材料利用率達(dá)95%。應(yīng)用于航空發(fā)動(dòng)機(jī)壓氣機(jī)靜子環(huán)(帶Φ0.3mm氣膜孔)、航天器儲(chǔ)罐法蘭環(huán)(耐-253℃)等場(chǎng)景,符合FAA適航條款及AS9100D體系。未來將向鈦-陶瓷梯度耐溫(800℃)、多光束超高速打印(≥500cm³/h)及空間微重力晶粒細(xì)化(1μm)等方向突破。航空增材制造鈦環(huán)的詳細(xì)介紹,科輝鈦業(yè)整理如下:
一、航空增材制造用鈦環(huán)定義
| 項(xiàng)目 | 內(nèi)容描述 |
| 產(chǎn)品名稱 | 航空增材制造鈦合金環(huán)件(Ti-6Al-4V ELI) |
| 定義描述 | 采用激光選區(qū)熔化(SLM)或電子束熔融(EBM)技術(shù)成型的航空級(jí)鈦合金環(huán)件,用于發(fā)動(dòng)機(jī)、機(jī)身等關(guān)鍵部位,實(shí)現(xiàn)輕量化與復(fù)雜結(jié)構(gòu)一體化制造 |
| 核心功能 | 高溫承載、抗疲勞、拓?fù)鋬?yōu)化減重、快速響應(yīng)復(fù)雜設(shè)計(jì)需求 |
二、材質(zhì)組成
| 類別 | 參數(shù)說明 |
| 材質(zhì)牌號(hào) | Ti-6Al-4V ELI(Grade 23,符合AMS 4991) |
| 化學(xué)成分 | 質(zhì)量分?jǐn)?shù)(%) |
| Al | 5.5-6.5 |
| V | 3.5-4.5 |
| Fe | ≤0.25 |
| O₂ | ≤0.13 |
| Ti | 余量 |
| 物理特性 | |
| 密度 | 4.43 g/cm³(理論值) / 4.40-4.42 g/cm³(實(shí)際打印) |
| 彈性模量 | 110-115 GPa(各向異性差異≤5%) |
| 熱膨脹系數(shù) | 8.6×10⁻⁶/℃(20-600℃) |
三、性能特點(diǎn)
| 特性類型 | 具體表現(xiàn) |
| 力學(xué)性能 | |
| 抗拉強(qiáng)度 | 895-930 MPa(XY平面) / 850-890 MPa(Z向) |
| 屈服強(qiáng)度 | 825-860 MPa |
| 延伸率 | ≥10%(XY) / ≥8%(Z向) |
| 高溫性能 | |
| 600℃抗拉強(qiáng)度 | ≥500 MPa(持久時(shí)間100h) |
| 疲勞性能 | 10⁷次循環(huán)壽命(應(yīng)力幅450MPa,R=0.1) |
| 工藝優(yōu)勢(shì) | 可成型鏤空點(diǎn)陣結(jié)構(gòu)(孔隙率70%,減重40%) |
四、執(zhí)行標(biāo)準(zhǔn)
| 標(biāo)準(zhǔn)類型 | 國際標(biāo)準(zhǔn) | 國內(nèi)標(biāo)準(zhǔn) | 航空專項(xiàng)認(rèn)證 |
| 材料標(biāo)準(zhǔn) | ASTM F3001(SLM) | GB/T 38978-2020 | AMS 4991 |
| 工藝標(biāo)準(zhǔn) | ISO/ASTM 52910(設(shè)計(jì)) | HB 8425-2021 | NADCAP AMS7003 |
| 檢測(cè)標(biāo)準(zhǔn) | ASTM E8/E21(力學(xué)) | GB/T 38809-2020 | SAE AS9100 |
五、增材制造工藝
| 工藝階段 | 技術(shù)要點(diǎn) |
| 1. 粉末制備 | 氣霧化制粉(粒徑15-45μm,球形度≥95%,氧增量≤0.02%) |
| 2. 打印參數(shù) | SLM:激光功率300-400W,層厚30μm,掃描速度1200mm/s,搭接率50% |
| 3. 后處理 | 熱等靜壓(920℃/100MPa/2h)→ 真空退火(800℃/2h)→ 電解拋光(Ra≤0.8μm) |
| 4. 質(zhì)量控制 | 在線熔池監(jiān)控(紅外成像)+ 工業(yè)CT檢測(cè)(分辨率5μm,缺陷檢出Φ0.05mm) |
六、關(guān)鍵技術(shù)
| 技術(shù)名稱 | 作用與參數(shù) |
| 支撐結(jié)構(gòu)優(yōu)化 | 拓?fù)渖伤惴p少支撐材料60%,降低后處理難度 |
| 殘余應(yīng)力控制 | 層間預(yù)熱至400℃,應(yīng)力降低70% |
| 梯度密度設(shè)計(jì) | 從實(shí)心到點(diǎn)陣結(jié)構(gòu)漸變過渡(密度梯度30%-70%,應(yīng)力集中系數(shù)降低50%) |
| 原位合金化 | 添加0.5%納米B₄C增強(qiáng)相(抗蠕變性能提升40%) |

七、加工流程
| 序號(hào) | 工序名稱 | 設(shè)備與技術(shù) | 質(zhì)量控制點(diǎn) |
| 1 | 三維建模 | 基于有限元的拓?fù)鋬?yōu)化(減重目標(biāo)≥30%) | 應(yīng)力集中系數(shù)≤1.8 |
| 2 | 粉末篩分 | 振動(dòng)篩分機(jī)(粒度分布D10=20μm,D90=45μm) | 氧含量≤0.15% |
| 3 | 打印成型 | EOS M400-4四激光SLM設(shè)備(成型室氧含量≤0.1%) | 層間溫度波動(dòng)≤±10℃ |
| 4 | 熱等靜壓 | Quintus熱等靜壓機(jī)(氬氣保護(hù)) | 致密度≥99.95% |
| 5 | 表面精整 | 流體拋光(表面粗糙度Ra≤0.4μm) | 尺寸公差±0.05mm |
八、應(yīng)用領(lǐng)域
| 應(yīng)用場(chǎng)景 | 具體用途 | 典型規(guī)格參數(shù) |
| 航空發(fā)動(dòng)機(jī) | 壓氣機(jī)靜子環(huán)(帶內(nèi)部冷卻流道) | 工作溫度650℃,氣膜孔直徑Φ0.3±0.02mm |
| 機(jī)身結(jié)構(gòu) | 輕量化框梁連接環(huán)(點(diǎn)陣填充) | 減重35%,承載≥150kN |
| 航天器 | 推進(jìn)劑儲(chǔ)罐法蘭環(huán)(耐低溫-253℃) | 漏率<1×10⁻¹¹ Pa·m³/s |
| 無人機(jī) | 一體化舵機(jī)支架環(huán)(拓?fù)鋬?yōu)化結(jié)構(gòu)) | 固有頻率避開發(fā)動(dòng)機(jī)振動(dòng)主頻 |

九、與傳統(tǒng)制造對(duì)比
| 對(duì)比項(xiàng) | 增材制造鈦環(huán) | 鍛造鈦環(huán) | 鑄造鈦環(huán) |
| 材料利用率 | 95%以上(近凈成型) | 20-30%(需機(jī)加工) | 60-70%(含澆冒口) |
| 結(jié)構(gòu)復(fù)雜度 | 可集成冷卻流道/點(diǎn)陣結(jié)構(gòu) | 限于簡單幾何 | 中等復(fù)雜度 |
| 生產(chǎn)周期 | 72小時(shí)內(nèi)完成復(fù)雜件制造 | 3-6個(gè)月(模具開發(fā)) | 2-4周(含后處理) |
| 力學(xué)性能 | 各向異性需控制 | 各向同性優(yōu) | 晶粒粗大,性能不均 |
| 成本效益 | 小批量高效 | 適合大批量 | 中批量適用 |
十、未來發(fā)展新方向
| 方向 | 技術(shù)路徑 |
| 多材料打印 | 鈦-陶瓷梯度材料(耐溫提升至800℃) |
| 智能監(jiān)控 | 熔池光譜分析實(shí)時(shí)調(diào)控參數(shù)(成分偏差≤±0.5%) |
| 超高速打印 | 多光束協(xié)同技術(shù)(成型速度≥500cm³/h) |
| 自修復(fù)結(jié)構(gòu) | 微膠囊封裝鈦基焊料(裂紋自修復(fù)率≥80%) |
| 空間制造 | 微重力環(huán)境下鈦環(huán)打印(晶粒細(xì)化至1μm以下) |
以上表格系統(tǒng)梳理了航空增材制造鈦環(huán)的技術(shù)規(guī)范與創(chuàng)新路徑,如需打印工藝參數(shù)包或適航認(rèn)證支持文件,請(qǐng)?zhí)峁┚唧w應(yīng)用場(chǎng)景需求。
tag標(biāo)簽:鈦環(huán),鈦合金環(huán),鈦鍛件